Download presentation
Presentation is loading. Please wait.

1
JIT(Just In Time)生産方式
生産方式")
2
JITとは? 生産管理の事典(日本) 「必要なものを、必要なときに、必要な量だけつくり、お客様に届ける」生産経営の哲学
「必要なものを、必要なときに、必要な量だけつくり、お客様に届ける」生産経営の哲学 経営科学OR用語大辞典(アメリカ) Encyclopedia of Operations Research and Management Science 必要なときにタイミングよく作業を行うことにより、生産過程におけるムダ(付加価値を生まない活動)をなくすことに着眼した生産方法の哲学
 Encyclopedia of Operations Research and Management Science. 必要なときにタイミングよく作業を行うことにより、生産過程におけるムダ(付加価値を生まない活動)をなくすことに着眼した生産方法の哲学.")
3
生産活動における5つの障害 負荷変動 品種切り替え 品質不良 設備故障 人の惰性 在庫によりこれらの問題が隠されている 在庫は諸悪の根源

4
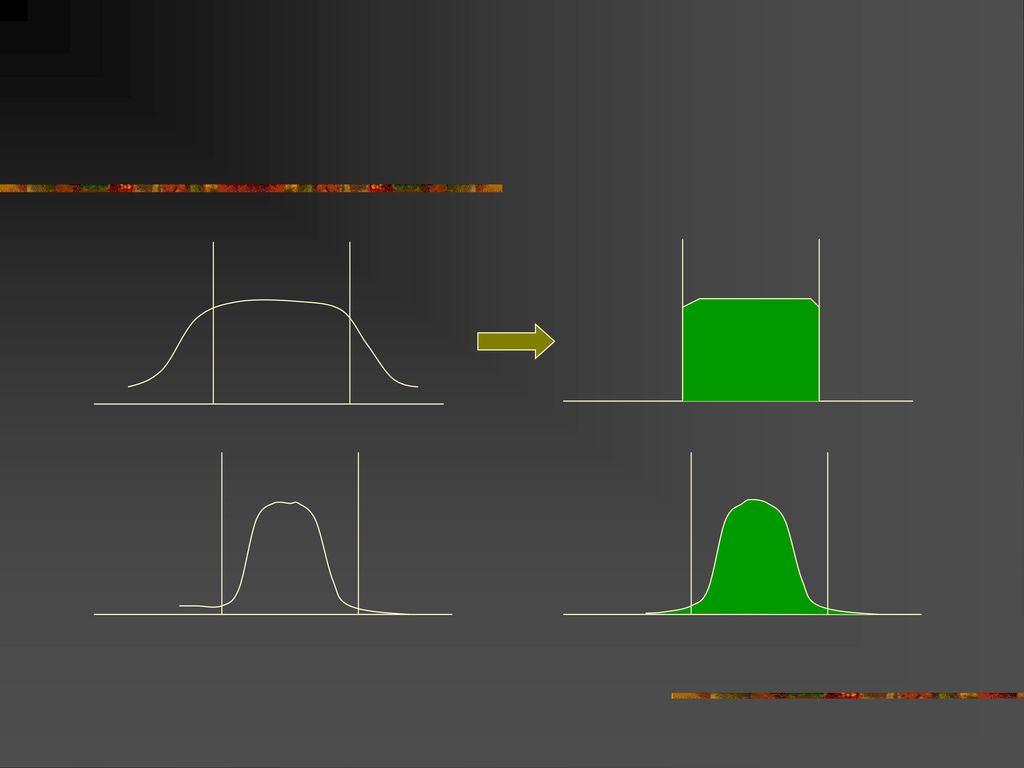
在庫水準 問題

5
問題の顕在化 在庫水準

6
JIT(TPS)の問題解決手法 人を育てる いい物を作る 安く作る 多能工とU字型ライン
小集団活動(改善、Learning organization) いい物を作る 標準化 自働化 不良品ゼロ(foolproof) 源流管理 TQM 安く作る 目標原価(Target costing) 改善原価(Kaizen Costing)
 いい物を作る. 標準化. 自働化. 不良品ゼロ(foolproof) 源流管理. TQM. 安く作る. 目標原価(Target costing) 改善原価(Kaizen Costing)")
7
必要なときに作る(ものの流れを最適化する)
かんばん方式 平準化 系列化(部品企業、販社) 完全注文生産をめざす 製造体力を強化する(Break through型改善) ゼロセットアップと段取り技術 ゼロ故障 アンドン(行灯)
 完全注文生産をめざす. 製造体力を強化する(Break through型改善) ゼロセットアップと段取り技術. ゼロ故障. アンドン(行灯)")
8
多能工とU字ライン 分業の問題点 解決策 他人の分野はよく分からない(専用機同様) 変化への対応(部門間調整など)が困難
生産量変動への資源調整が困難 解決策 多能工の養成 歩き回る配置換え 複数作業持ち U字ラインによる生産量変動への対応

9
不確実性の原理 人員再配置で変化に対応 需要は変化する 欠勤の存在(病気など各種理由) 多能工の必要性 U字ライン 歩く距離最短
不連続工程への配置

10
X X X X

12
小集団活動 最終組立ての問題 小集団活動と作業の標準化 小集団活動とコンセンサス 評価基準:量と質 量:計画に対する完成度合い 質:良品率
組立工と技術者 古いフォード方式:組立工→職長→技術者 トヨタ:やる気を出せるために班長に権限委譲し,改善策の研究を命ずる(大野)→QCサークル 小集団活動と作業の標準化 品質管理の問題 設備保全の問題 作業効率の問題 小集団活動とコンセンサス 変化へのコンセンサスの重要性 モチベーションと自己啓発(教育)
→QCサークル. 小集団活動と作業の標準化. 品質管理の問題. 設備保全の問題. 作業効率の問題. 小集団活動とコンセンサス. 変化へのコンセンサスの重要性. モチベーションと自己啓発(教育)")
13
不良品ゼロ 2つの方法 最終ラインでの全数検査 各工程での全数検査 最終製品の解体・修理費用 不良品置き場 良品部品の不良化 不良工程の放置
「品質は工程で作りこむ」思想 自動化による品質の均一化 アンドンによる不良品防止(システム誤差) フルプルーフによるポカミス防止(不確実性誤差) 製造システムの体力強化
 フルプルーフによるポカミス防止(不確実性誤差) 製造システムの体力強化.")
15
源流管理とTQM 源流の不良ほど損失が大きい 製版サイクル 製品設計 工程設計 試作 量産 検査 販売 源流

16
かんばん(看板)管理 仕組み かんばんの種類 仕掛けかんばん 引き取りかんばん 外注かんばん
定量引取り:一定量かんばんが纏れば引き取りにいく方法 定時引取り:定期的に引き取りに行く方法 外注かんばん

17
かんばんと部品の動き

18
看板枚数の計算(外注の場合) 基本は定期発注方式 N=[(D(CT+LT)+SS)/M] ただし N:かんばん枚数 D:部品の1日需要量
![看板枚数の計算(外注の場合) 基本は定期発注方式 N=[(D(CT+LT)+SS)/M] ただし N:かんばん枚数 D:部品の1日需要量](http://slidesplayer.net/slide/11218459/60/images/18/%E7%9C%8B%E6%9D%BF%E6%9E%9A%E6%95%B0%E3%81%AE%E8%A8%88%E7%AE%97%EF%BC%88%E5%A4%96%E6%B3%A8%E3%81%AE%E5%A0%B4%E5%90%88%EF%BC%89+%E5%9F%BA%E6%9C%AC%E3%81%AF%E5%AE%9A%E6%9C%9F%E7%99%BA%E6%B3%A8%E6%96%B9%E5%BC%8F+N%3D%EF%BC%BB%28D%28CT%2BLT%29%2BSS%29%2FM%5D+%E3%81%9F%E3%81%A0%E3%81%97+N%3A%E3%81%8B%E3%82%93%E3%81%B0%E3%82%93%E6%9E%9A%E6%95%B0+D%3A%E9%83%A8%E5%93%81%E3%81%AE1%E6%97%A5%E9%9C%80%E8%A6%81%E9%87%8F.jpg "看板枚数の計算(外注の場合) 基本は定期発注方式 N=[(D(CT+LT)+SS)/M] ただし N:かんばん枚数 D:部品の1日需要量")
19
在庫水準 仕入先持分 かんばん D(CL+LT)+SS SS 時間 CT LT CT
+SS SS 時間 CT LT CT")
20
かんばんサイクル a,b,cによるサイクル表記 a日間にb回納入し、(納入頻度)
c回目の納入時に今回の引き取りかんばん数納入する(回転周期) (リードタイムを回数で示す) かんばんサイクル表記 ⇒ a-b-c
 (リードタイムを回数で示す) かんばんサイクル表記 ⇒ a-b-c.")
21
かんばん枚数と在庫水準 かんばん枚数 CT=期間(a)/回転回数(b) 計算例 LT=CT×回転周期数(c)
週3回転、3回転目に入荷 毎日需要=100 安全在庫=50 かんばん容量=50 ⇒a=6,b=3,c=3 入荷周期CT=2 リードタイムLT=2×3=6 かんばん枚数=(100×8+50)/50=17 安全枚数=50/50=1 回転枚数=17-1=16 かんばん枚数 CT=期間(a)/回転回数(b) LT=CT×回転周期数(c) N=(D(CT+LT)+SS)/M =(D(a/b+ac/b)+SS)/M =aD(c+1)/bM+SS/M =Nk+Ns (回転枚数+安全枚数)
/50=17. 安全枚数=50/50=1. 回転枚数=17-1=16. かんばん枚数. CT=期間(a)/回転回数(b) LT=CT×回転周期数(c) N=(D(CT+LT)+SS)/M. =(D(a/b+ac/b)+SS)/M. =aD(c+1)/bM+SS/M. =Nk+Ns. (回転枚数+安全枚数)")
22
系列 外注部品の品質問題 安定的JIT供給の問題 R&D投資 設備投資 系列会社作り インセンティブと情報共有
(見えざる手でも,見える手でもない),長期関係 内制率:フォード,GM:70%,ベンツ:30%, トヨタ:会社間の組織関係より,コスト低減と品質の向上のための協力を重視(QCD) 資本参加(20%前後) インセンティブと情報共有 設計に参加する企業群 製造だけ請け負う企業群
,長期関係. 内制率:フォード,GM:70%,ベンツ:30%, トヨタ:会社間の組織関係より,コスト低減と品質の向上のための協力を重視(QCD) 資本参加(20%前後) インセンティブと情報共有. 設計に参加する企業群. 製造だけ請け負う企業群.")
23
平準化生産 単品種大量生産 多品種少量生産 1個流し生産 フォード生産方式 GM生産方式 トヨタ生産方式 平準化生産 成品在庫問題
部品生産量問題 工場規模と稼働率問題

24
例 需要:A=200/1ヶ月、B=600/1ヶ月 工場1 成品A,B 工場3 工場2 部品y 部品x
部品構成:A(x=5、y=1) B(x=1、y=5) 工場1 成品A,B 工場2 部品x 工場3 部品y
 B(x=1、y=5) 工場1. 成品A,B. 工場2. 部品x. 工場3. 部品y.")
25
平準化生産しない場合の製品在庫 第1週 第2週 第3週 第4週 200 200 200 200 A B B B 200 150 125 100 50 450 750 550 350 B 150

26
平準化生産する場合の製品在庫 B 150 B 150 B 150 B 150 A50 A50 A50 A50 50 50 50 50 50
第1週 第2週 第3週 第4周 B 150 B 150 B 150 B 150 A50 A50 A50 A50 50 50 50 50 50 150 150 150 150 150

27
平準化生産しない場合の部品生産量 200 200 200 200 A B B B x 1000 200 200 200 Y 1000 Y
第1週 第2週 第3週 第4周 200 200 200 200 A B B B x 1000 200 200 200 Y 1000 Y 1000 Y 1000 200

28
平準化生産する場合の部品生産量 B 150 B 150 B 150 B 150 A50 A50 A50 A50 x 400 x 400 x
第1週 第2週 第3週 第4周 B 150 B 150 B 150 B 150 A50 A50 A50 A50 x 400 x 400 x 400 x 400 y 800 y 800 y 800 y 800

29
平準化生産例 1日の必要 必要部品個数 成品生産量 x y z u A:2個 1 1 0 1 B:5個 0 1 1 0
1日の必要 必要部品個数 成品生産量 x y z u A:2個 B:5個 C:3個 投入順序: 1) AABBBBBCCC 2) BCABBCBACB どっちが良いか?
 AABBBBBCCC. 2) BCABBCBACB. どっちが良いか?")
30
Q Q 2 Q Q 2 Q 4

31
生産在庫量比較 1) 2) 1) AABBBBBCCC 2) BCABBCBACB
 2) 1) AABBBBBCCC 2) BCABBCBACB")
32
部品供給量比較 1) AABBBBBCCC 2) BCABBCBACB 1) 理想的スピード 2)
1) AABBBBBCCC 2) BCABBCBACB 1) 理想的スピード x: 1,1,0,0,0,0,0,1,1,1 5/10 y: 1,1,1,1,1,1,1,0,0,0 7/10 z: 0,0,1,1,1,1,1,1,1,1 8/10 u: 1,1,0,0,0,0,0,1,1,1 5/10 2) x: 0,1,1,0,0,1,0,1,1,0 y: 1,0,1,1,1,0,1,1,0,1 z: 1,1,0,1,1,1,1,0,1,1 u: 0,1,1,0,0,1,0,1,1,0 理想的な状態:各部品供給のスピード はそれぞれ一定である状態。
 AABBBBBCCC. 2) BCABBCBACB. 1) 理想的スピード. x: 1,1,0,0,0,0,0,1,1,1 5/10. y: 1,1,1,1,1,1,1,0,0,0 7/10. z: 0,0,1,1,1,1,1,1,1,1 8/10. u: 1,1,0,0,0,0,0,1,1,1 5/10. 2) x: 0,1,1,0,0,1,0,1,1,0. y: 1,0,1,1,1,0,1,1,0,1. z: 1,1,0,1,1,1,1,0,1,1. u: 0,1,1,0,0,1,0,1,1,0. 理想的な状態:各部品供給のスピード. はそれぞれ一定である状態。")
33
目標追跡法 目標からのずれ(乖離値)を最小にする手法
を最小にする手法")
34
目標追跡法のアルゴリズム ステップ1:初期化 ステップ2: ステップ3:投入製品の決定 ステップ4:終了判定(空集合)
目標からの乖離値計算 目標値ー実績値 ステップ3:投入製品の決定 ステップ4:終了判定(空集合) ステップ5:実績値更新
 ステップ5:実績値更新.")
35
例題 必要部品個数 生産量 x y z u A: 5個 1 1 0 1 B:12個 0 1 1 0 C: 3個 1 1 1 1
必要部品総数 8 20 15 8

36
(AAAAABBBBBBBBBBBBCCC) 或いは、 平均投入量計算 m1=0.4, m2=1.0, m3=0.75, m4= 0.4
必要部品個数 生産量 x y z u A: 5個 B:12個 C: 3個 必要部品総数 8 20 15 8 1 初期化 製品集合作成 (AAAAABBBBBBBBBBBBCCC) 或いは、 ( ) 平均投入量計算 m1=0.4, m2=1.0, m3=0.75, m4= 0.4 2 目標からの乖離値計算
 或いは、 ( ) 平均投入量計算. m1=0.4, m2=1.0, m3=0.75, m4= 0.4. 2 目標からの乖離値計算.")
37
3 投入製品決定 B、或いは2 製品集合更新 (AAAAABBBBBBBBBBBBCCC) 4 終了判定 5 実績値更新(今期までの累積) (x,y,z,u)=(0,1,1,0)
 4 終了判定 5 実績値更新(今期までの累積) (x,y,z,u)=(0,1,1,0)")
38
乖離値 投入製品 実績値 期 D1 D2 D3 x, y, x, u B 0, 1, 1, 0 A 1, 2, 1, 1 B 1, 3, 2, 1 C 2, 4, 3, 2 B 2, 5, 4, 2 ・ B 7,18,14,7 A 8,19,14,8 B 8,20,15,8

39
俊敏な生産と平準化 市場の変化に素早く対応 顧客を統計的平均値とするか,個とするか? トヨタの注文生産方式 月間販売予測と生産計画
確定注文から2週間で車を渡す 平準化および投入順序 製品在庫ゼロ 平準化+同期化により部品在庫も最小にする モデルチェンジの時の無駄を最小限にする

40
平準化と同期化 平準化は同期化の前提 同期化のメリット 看板方式による微調整 変動が大きい場合の同期化 欠品最小 部品在庫最小 無駄最小
シンプルな工程管理など 看板方式による微調整 変動が大きい場合の同期化 管理の手間が増える リズムの変化への適応 低い生産効率など

41
ゼロセットアップと段取り技術 ゼロセットアップ 金型交換時間 付加価値を生まない時間削除 固定費用の問題 海外: 日本:
A型フォードから車体全部を鋼板で造るようになった 技術:プレスによる打ちぬき. 規模の経済性.年間100万個生産. 日本: 同じものを100万個生産しても売れない 専用設備を何十台も購入する費用がない 汎用機使用,金型交換技術を研究.50年代すでに3分.

42
ゼロ故障 ノルマ(生産量)を優先するシステムの問題点 品質が悪くても組み付ける →最後の修理にまわせばよい 品質問題
品質が悪くても組み付ける →最後の修理にまわせばよい 品質問題 (1)偏り(システムエラー) → ライン能力強化 (2)バラツキ(不確実性) → 自動化など ラインを止める権限は上級職長にしかない.
偏り(システムエラー) → ライン能力強化. (2)バラツキ(不確実性) → 自動化など. ラインを止める権限は上級職長にしかない.")
43
問題解決方法 欧米では都度技術者により解決(分業) トヨタ 作業者が解決する ラインを止める権限を与える
5つのなぜを問いで,問題の原因を究明し,再発防止策を徹底させる(生産ラインの体力アップ) 協力体制作り スペースやレイアウトの工夫し,3M改善
 協力体制作り. スペースやレイアウトの工夫し,3M改善.")
44
アンドン(行灯) 目に見える管理の重要性 自動化の問題点 人偏の自動化、すなわち自働化の必要性
 目に見える管理の重要性 自動化の問題点 人偏の自動化、すなわち自働化の必要性")
45
コスト管理 JITのコストダウン活動 コストダウン=利益アップ トップダウン+ボトムアップ トップダウン:方針展開
ボトムアップ:小集団活動(改善) コストダウン=利益アップ 作りすぎの無駄 多すぎる人、過剰な設備、過剰な在庫 → コスト増
 コストダウン=利益アップ. 作りすぎの無駄. 多すぎる人、過剰な設備、過剰な在庫 → コスト増.")
46
コスト削減の改善活動 改善活動の対象 プル方式計画費用削減、在庫費用削減 適切な機械レイアウト サプライヤーの選別 TQCと自働化
生産の平準化→稼働率アップ 段取り時間の短縮→多品種生産と規模の経済 作業の標準化→労務費削減 適切な機械レイアウト 多能工→人件費削減 サプライヤーの選別 TQCと自働化 不良品削減 → 手直し費用削減 → 直接労務費の削減 スクラップの削減→直接材料費、人件費の削減 検査費の削減→間接費の削減 暖簾(信用とブランド)→機会コスト削減
→機会コスト削減.")
Similar presentations
 王 暁華 経営情報学入門 ― 生産管理 ( 2 ) 2011/1/6 2-1 経営情報学入門-生産管理( 2 )>")



 王 暁華 経営情報学入門 ― 生産管理 (1) 1 2010/12/16 経営情報学入門-生産管理(1)>")






>")



 b.流通戦略(Place) ①誰に(ターゲット戦略) ・・・・・・・・・・・・・・・>")
 清水信匡(桃山学院大学経営学部教授)>")
>")

