Download presentation
1
NC工作機械のプログラミングと CAEシミュレーション技術を 用いた切削加工の最適化
指導教員:河端 裕 教授 担当T.A.: 2M 岡本 淳志 1M 彦坂 道春

2
●工程設計 ・工程設計は,製品をどのように製造するかを決定する活動であり,生産活動の中で重要な位置を占める.
・工程設計は,部品コストの決定に重要な役割を果たし,工場全体の活動や企業の競争力,生産計画,生産効率,製品の品質に影響する.

3
●工程設計の基本的な手順 Step1 加工形体ごとに使用工具や加工オペレーション を検討

4
加工例題 1.6 3.2 φ70 M40×2.0 30 C1 φ15 25 , 60 5 5 φ36 1 4 3 2

5
Step1 加工形体の種類と加工法の分析

6
加工形体(穴)の設計仕様 素材形状 必要な精度 表面粗さ 25μm以下 一般公差 15±0.2mm φ15
の設計仕様 素材形状 必要な精度 表面粗さ 25μm以下 一般公差 15±0.2mm φ15")
7
加工形体(穴) 使用工具及び工具経路 使用工具 ドリルφ15 使用工具 ドリルφ15 Tコード T0303 刃部材質
加工形体(穴) 使用工具及び工具経路 使用工具 ドリルφ15 使用工具 ドリルφ15 Tコード T0303 刃部材質 TiNコーティングハイス チップ形式 EX-MT-GDR64650
 使用工具及び工具経路. 使用工具. ドリルφ15. 使用工具. ドリルφ15. Tコード. T0303. 刃部材質. TiNコーティングハイス. チップ形式. EX-MT-GDR")
8
加工形体(端面)の設計仕様 60 必要な精度 表面粗さ 3.2μm以下→ 仕上げが必要 一般公差 60±0.3
の設計仕様 60 必要な精度 表面粗さ 3.2μm以下→ 仕上げが必要 一般公差 60±0.3")
9
加工形体(端面) 工具経路及び使用工具 使用工具 外径・端面用バイト 使用工具 外径・端面用バイト 使用工具 外径・端面用バイト Tコード
刃部材質 CA225(コーティング) チップ形式 CNMG120408HQ
 チップ形式. CNMG120408HQ.")
10
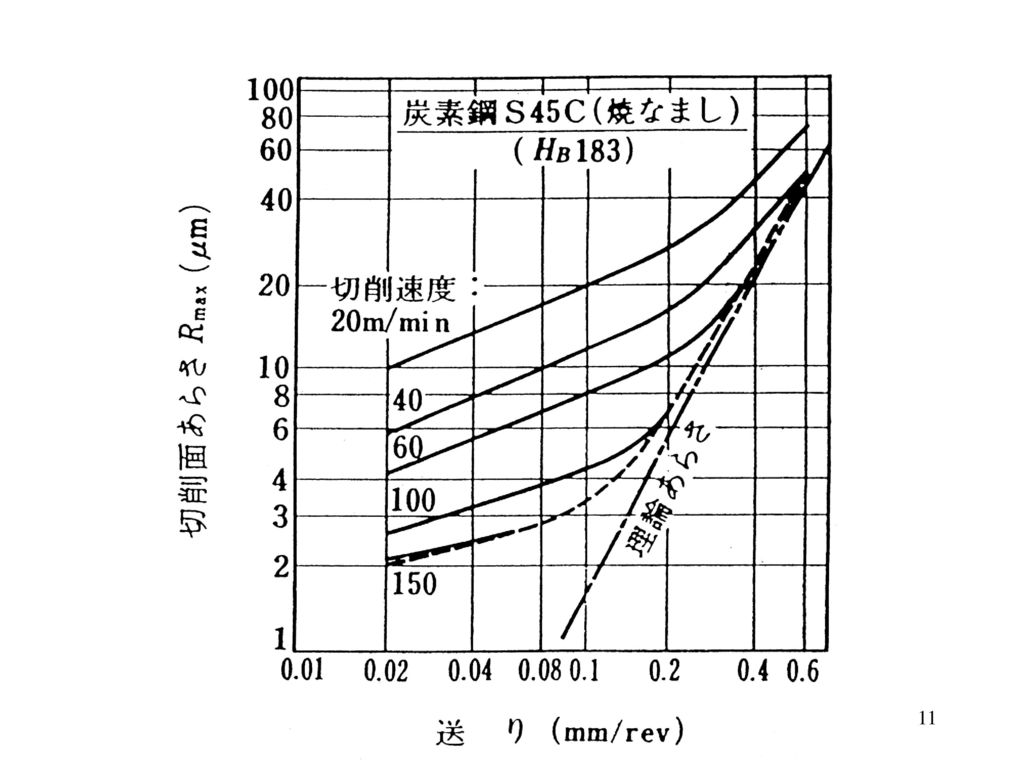
●表面粗さを良くするには (1) の関係式から送りが小さいと表面粗さは良くなる.ただし,実際の表面粗さと理論表面粗さは異なる.
(1) の関係式から送りが小さいと表面粗さは良くなる.ただし,実際の表面粗さと理論表面粗さは異なる. (2)図7 切削条件と切削面粗さを参照する. ①送り量が0.2mm/rev以下になると実際の表面粗さは理論粗さの直線から離れ,増加する. ②切削速度が増加すると理論粗さの式に近づく.これは,構成刃先が消滅するためである. (3)仕上げ工程では,あまり力の掛からない切削が望ましい.
 の関係式から送りが小さいと表面粗さは良くなる.ただし,実際の表面粗さと理論表面粗さは異なる. (2)図7 切削条件と切削面粗さを参照する. ①送り量が0.2mm/rev以下になると実際の表面粗さは理論粗さの直線から離れ,増加する. ②切削速度が増加すると理論粗さの式に近づく.これは,構成刃先が消滅するためである. (3)仕上げ工程では,あまり力の掛からない切削が望ましい.")
12
加工形体(外径段)の設計仕様 30 必要な精度 表面粗さ 1.6μm以下→仕上げが必要 他の部分の表面粗さは25μm以下
一般公差 30±0.2

13
外径段荒加工 工具経路及び使用工具 使用工具 外径・端面用バイト 使用工具 外径・端面用バイト Tコード T0101 刃部材質
CA225(コーティング) チップ形式 CNMG120408HQ
 チップ形式. CNMG120408HQ.")
14
外径段中間仕上げ加工 工具経路及び使用工具 使用工具 外径・端面用バイト

15
外径段最終仕上げ加工 工具経路及び使用工具 使用工具 外径・端面用バイト

16
●生産性を良くするには ①精度の必要ない部分の送り量を大きくする. ②切削送り時のエアー・カット量を小さくする.

17
加工形体(溝)の設計仕様 5 必要な精度 表面粗さ 25μm以下 一般公差 5±0.1 36±0.3 36
の設計仕様 5 必要な精度 表面粗さ 25μm以下 一般公差 5±0.1 36±0.3 36")
18
加工形体(溝) 工具経路及び使用工具 使用工具 外径溝入れバイト 使用工具 外径溝入れバイト Tコード T0505/T0513 刃部材質
TC40N(サーメット) チップ形式 GB43R400(刃幅4mm)
 チップ形式. GB43R400(刃幅4mm)")
19
加工形体(溝) 工具経路及び使用工具 左側面の仕上げ
 工具経路及び使用工具 左側面の仕上げ")
20
加工形体(溝) 工具経路及び使用工具 右側面の仕上げ
 工具経路及び使用工具 右側面の仕上げ")
21
加工形体(溝) 工具経路 3 4 1 2 5 6
 工具経路")
22
加工形体(ねじ)の設計仕様 M40×2 おねじの外径 JIS B0207から40mm
の設計仕様 M40×2 おねじの外径 JIS B0207から40mm")
23
加工形体(ねじ) 工具経路及び使用工具 使用工具 外径ねじ切りバイト 使用工具 外径ネジ切りバイト Tコード T0606 刃部材質
0.35 1.25 使用工具 外径ネジ切りバイト Tコード T0606 刃部材質 TC40N(サーメット) チップ形式 TNN32ER200M
 チップ形式. TNN32ER200M.")
24
表1 加工法と使用工具

25
Step2 加工オペレーションの優先性

26
Step2 加工の優先性 ・基準面を含む寸法値による優先性 F2 B F1 24 +1 20±0.3 B F1 F2

27
・幾何公差に起因する優先性 A ⊥ 0.01 ① ② φ

28
・技術的な優先性 ●端面荒加工に対する穴あけ加工の優先性 中心軸付近では切削速度が0に近くなるため,工具が折損しやすくなる. 回転中心 回転
送り方向

29
●外径・内径荒加工に対する端面荒加工の優先性
端面の位置が正確にわからないため,端面との距離を大きく取らなければならない. 端面の位置が正確にわかるめ,端面の近くまで工具を持っていくことができる.

30
●ネジ切り加工に対する溝加工の優先性 δ1 δ2 加速区間δ1 減速区間δ2

31
●外径段仕上げ及び端面仕上げに対する面取りの優先性
重要面 かえり 重要面を後で加工すると加工による「かえり」は無害な面取り部分に倒れる.

32
・経済的な優先性 ●外径・内径荒加工に対する端面荒加工の優先性
端面の振れを取ることで外径・内径加工時に端面のすぐ近くまで工具を持ってくることができエアー・カット量の減らし,生産性が向上する. ●端面荒加工に対する穴あけ加工の優先性 中心軸付近での端面加工を避けることにより,工具の折損を防ぎ,工具の保護につながる.

33
今までの説明を考慮して加工例題について加工の優先性について検討する.
・加工例題についての加工の優先性を表わした表を次のスライドに示す.

34
表2 オペレーションの優先性解析

35
Step3 加工の優先性を基づいて加工順序を決定

36
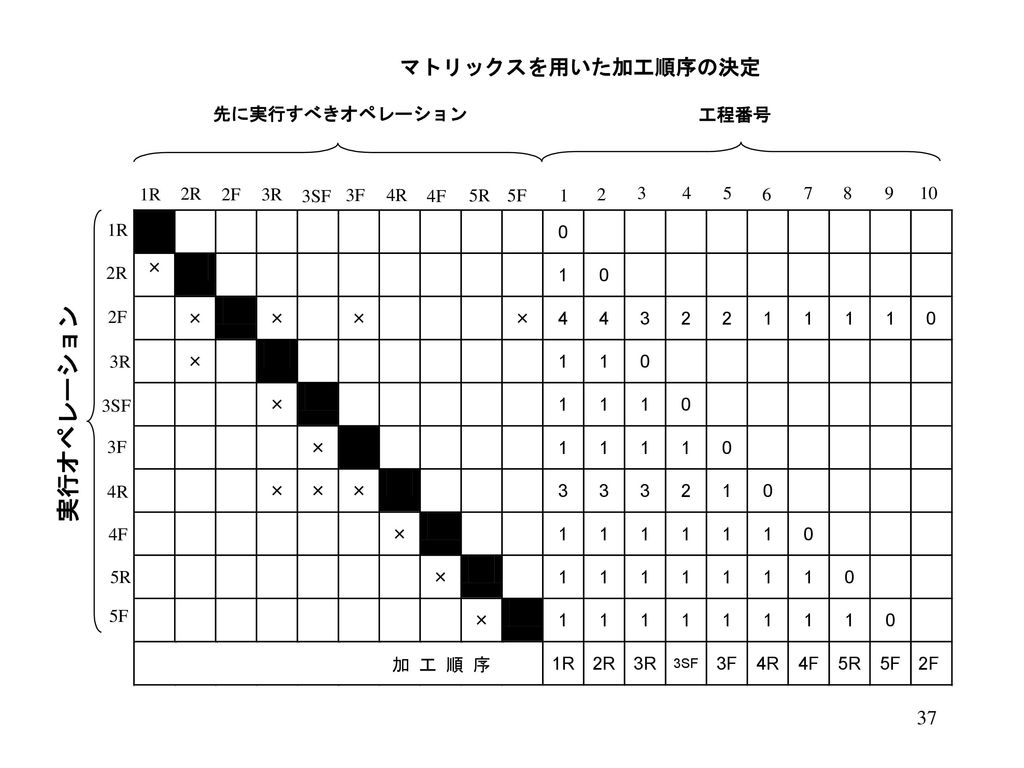
Step3 加工の優先性を基に加工順序を決定
●加工順序を決定するためにマトリックスを用いる.次のスライドにオペレーションの順序関係を表わしたマトリックスを示す. ●マトリックスの左側部分には,加工の優先性の表を基に優先関係が示されている.

38
Step4 加工オペレーションの集約

39
加工オペレーション集約の例 30±0.1 40H8 25 1.6 1 2

40
①の部分について工程を考える 1 ① 1.ドリル(1R’) 2.ボーリングバイト-荒(R) 3.ボーリングバイト-中間仕上げ(SF)
 2.ボーリングバイト-荒(R) 3.ボーリングバイト-中間仕上げ(SF)")
41
②の部分について工程を考える 2 ② 1.ドリル(2R’) 2.ボーリングバイト-荒(2R) 3.ボーリングバイト-中間仕上げ(2SF)
 2.ボーリングバイト-荒(2R) 3.ボーリングバイト-中間仕上げ(2SF)")
42
●加工オペレーションの優先性について考える
優先すべきオペレーション 1R’ (ドリル) 1R (内径荒) 1R’,2R’ 1SF (内径中間仕上げ) 1R,2R 1F (内径最終仕上げ) 1SF,2SF 2R’ (ドリル) 1R’ 2R (内径荒) 2R’,1R 2SF (内径中間仕上げ) 2R,1SF 2F (内径最終仕上げ) 2SF,1F
 1R (内径荒) 1R’,2R’ 1SF (内径中間仕上げ) 1R,2R. 1F (内径最終仕上げ) 1SF,2SF. 2R’ (ドリル) 1R’ 2R (内径荒) 2R’,1R. 2SF (内径中間仕上げ) 2R,1SF. 2F (内径最終仕上げ) 2SF,1F.")
43
●マトリックスを用いて加工順序を決定する
先に実行すべきオペレーション 工程番号 1R’ 1R 1SF 1F 2R’ 2R 2SF 2F 1 2 3 4 5 6 7 8 × 2 1 加工順序 1R’ 2R’ 1R 2R 1SF 2SF 1F 2F 実行オペレーション

44
●加工オペレーションの集約を行う 1-2R’ 1-2R 1-2SF 1R’→2R’→1R→2R→1SF→2SF→1F→2F ・集約することができれば集約する. ・表面粗さや公差の相違を考慮する. 集約 穴あけ加工として集約できる. 集約 複合固定サイクルによる内径段荒加工,中間仕上げ加工の集約.

45
Step4 切削条件の決定

46
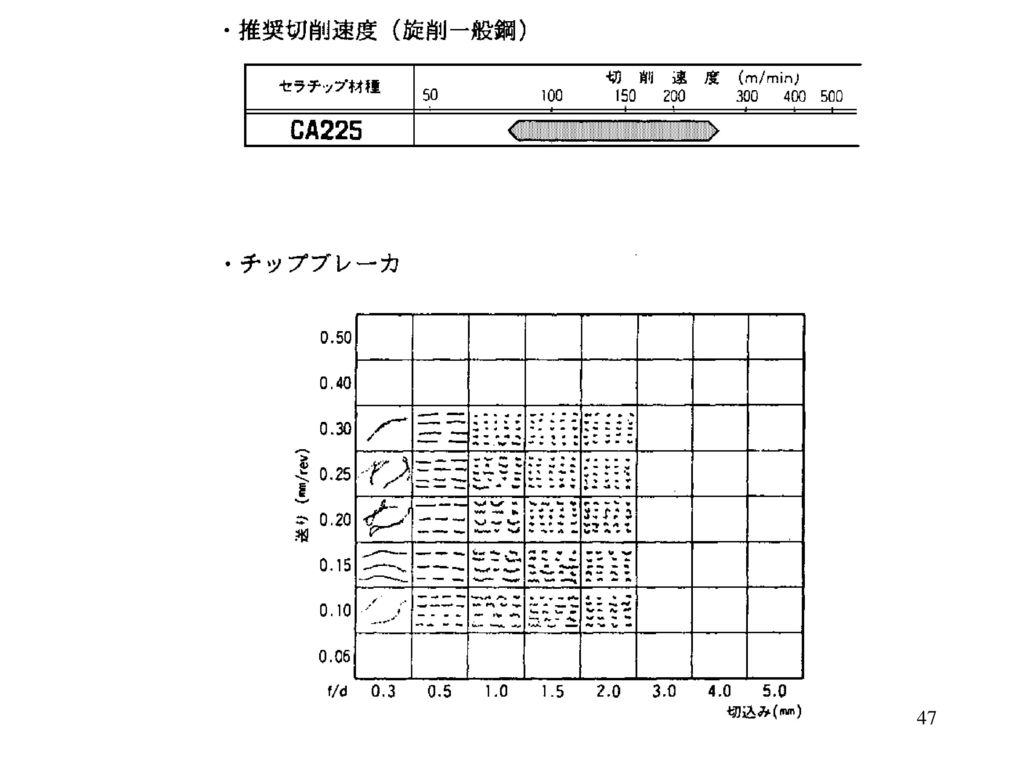
Step4 切削条件の決定 例)端面荒加工 ●切削速度 教科書付録2のオペレーションシートを参照
・推奨切削速度から切削速度を180m/minとする. ●送り量と切り込み量 教科書付録2のオペレーションシートを参照 ・チップブレーカ表から切屑の形状を考慮して,送り量を0.25mm/rev,切込み量を1.5mm(仕上げ代0.5mm)とする.
とする.")
48
●理論切削動力 教科書付録2 主要実験式一覧を参照 回転数の式 から 端面加工時の回転数は818rpm~1507rpm TMC-20ⅡLの動力性能を示した図を見ると,出力の最大が7.5kwである.出力の限界を80%の6.0kwとする. 理論切削動力の式から 出力の限界を超えないため,この切削条件を用いる.

49
主軸回転数-出力/トルク線図 (7.5kW-4500回転仕様(連続定格))
ターニングセンター TMC-20ⅡLの動力性能 主軸回転数-出力/トルク線図 (7.5kW-4500回転仕様(連続定格))
)")
50
② ③ ① 130° φ15 5° 5° 工程番号 01 02 03 旋削工程名 穴加工 端面加工 作業内容 荒削り 中間仕上げ Tコード
刃部材質 TiNコーティングハイス CA225(コーティング) 外観・チップ形式 EX-MT-GDR64650 CNMG120408 切削速度 [m/min] 25 200 210 送り量 [mm/rev] 0.35 0.20 0.15 切り込み量 [mm] 1.5 0.4 130° φ15 5° 5° ※表は最初の3工程までの例 ※図は最終工程までの例
 外観・チップ形式. EX-MT-GDR CNMG 切削速度 [m/min] 送り量 [mm/rev] 切り込み量 [mm] ° φ15. 5° 5° ※表は最初の3工程までの例 ※図は最終工程までの例.")
51
オペレーション・シートの作成 70 62 工程番号 工程名 使用工具 Tコード 刃部材質 チップ形式 仮想刃先番号 ノーズ半径 主軸制御方式
加工直径(mm) 切削速度(m/min) 回転数(rpm) 送り量(mm/rev) 切込み量(mm) 理論切削動力(kW) 理論粗さRa 使用サイクル名 01 穴加工 ドリル(φ15) T0303 TiNコーティリングハイス EX-MT-GDR64650 7 ― 回転数一定制御 15 25 531 0.35 1.65(kW) G74 端面突切りサイクル 70 62
 切削速度(m/min) 回転数(rpm) 送り量(mm/rev) 切込み量(mm) 理論切削動力(kW) 理論粗さRa. 使用サイクル名. 01. 穴加工. ドリル(φ15) T0303. TiNコーティリングハイス. EX-MT-GDR ― 回転数一定制御 (kW) G74 端面突切りサイクル")
52
達成目標 図面に記載された設計仕様の分析 これと等価な部品を作る 加工工程の生成

53
自習用資料の入手 説明に使用した以下の資料はホームページからダウンロードできます.
URL 入手できる資料 工程設計の方法(PPT,この資料) 工程設計の方法(DOC) ターニングセンターのプログラミング(PPT) 加工課題(1)~(4) (PPT)
 工程設計の方法(DOC) ターニングセンターのプログラミング(PPT) 加工課題(1)~(4) (PPT)")

 Ⅲ限 電子制御設計製図Ⅰ. ( a )図面の大きさ A0~A4 の 4 種類 (b) 横方向 X と縦方向 Y の比率 横置きとし, X:Y= :1 とする. 図面の大きさ A1 A2 A3 A4 用紙の大き さの呼び 用紙の大きさ A01189×841.>")

>")

 Ⅱ限 電子制御設計製図Ⅰ 教科書P.160~>")


 清水信匡(桃山学院大学経営学部教授)>")


.>")
>")



 ★水や空気,潤滑油などを扱う機械で使用される。 ★代表的なシール装置の構造と使用方法。>")



