Download presentation
1
第9章 焼結炉と雰囲気 焼結方法: 圧粉体が壊れやすい→予備焼結(presintering) 予備燒結の必要性 圧力に耐えるため
第9章 焼結炉と雰囲気 焼結方法: 圧粉体が壊れやすい→予備焼結(presintering) 予備燒結の必要性 圧力に耐えるため 硬質合金:機械加工 容積の変化は殆どない 圧粉体の放置→破損、酸 化、吸湿 焼結を完成するため: ① 焼結の雰囲気 ② 加熱速度 収縮の調 節(有機減摩剤) 最高焼結温度 加熱時間 ⑤ 冷却速度
 予備燒結の必要性. 圧力に耐えるため. 硬質合金:機械加工. 容積の変化は殆どない. 圧粉体の放置→破損、酸 化、吸湿. 焼結を完成するため: ① 焼結の雰囲気. ② 加熱速度 収縮の調 節(有機減摩剤) 最高焼結温度. 加熱時間. ⑤ 冷却速度.")
2
9.1 焼結炉 上記の条件を細かく調節できることが必要である。 9.1.1加熱法: ガス式:経済的だが、制御しにくい 電気式:一般的に利用されている *加熱方法より耐火物の性質から制限を受ける: *理想的なマッフル材料:気密でなおかつ温度の急 変に耐えるもの。

3
陶器材料: アランダム容器:最も耐熱性に富んでいるが、多孔質であるため、密閉する必要がある。 シリマナイト(sillimanite):1600˚Cの温度に耐えるが温度の急変に耐えられない。 シリカ:温度変化に対応できるが、1400˚C以上では結晶化→脆化→長期使用に×。 金属容器: ニクロム、インコーネル耐熱合金:1000˚C以下OK。

4
焼結炉の発熱体の種類: (1)Ni-Cr合金:線、リボン状、1100˚Cまで (2)炭化ケイ素発熱体:酸化と還元雰囲気OK、 1000〜1400˚C。高温で抵抗が変化する。 (3)高融点金属:W、Mo、Taの線、リボン 雰囲気:保護雰囲気(H2など)。Mo:1600˚C (4)Stratit element:W、Moの線条が耐火性の気密容器に 密閉され、容器はシリマイトあるいはその内壁にアル ミナ、酸化ベリリウムで内張りされているもの。1600˚C その他:圧粉体に直接電流を通じて焼結する方法 黒鉛を抵抗としての加熱 高周波電流による加熱(硬質合金)
。Mo:1600˚C. (4)Stratit element:W、Moの線条が耐火性の気密容器に 密閉され、容器はシリマイトあるいはその内壁にアル ミナ、酸化ベリリウムで内張りされているもの。1600˚C. その他:圧粉体に直接電流を通じて焼結する方法. 黒鉛を抵抗としての加熱. 高周波電流による加熱(硬質合金)")
5
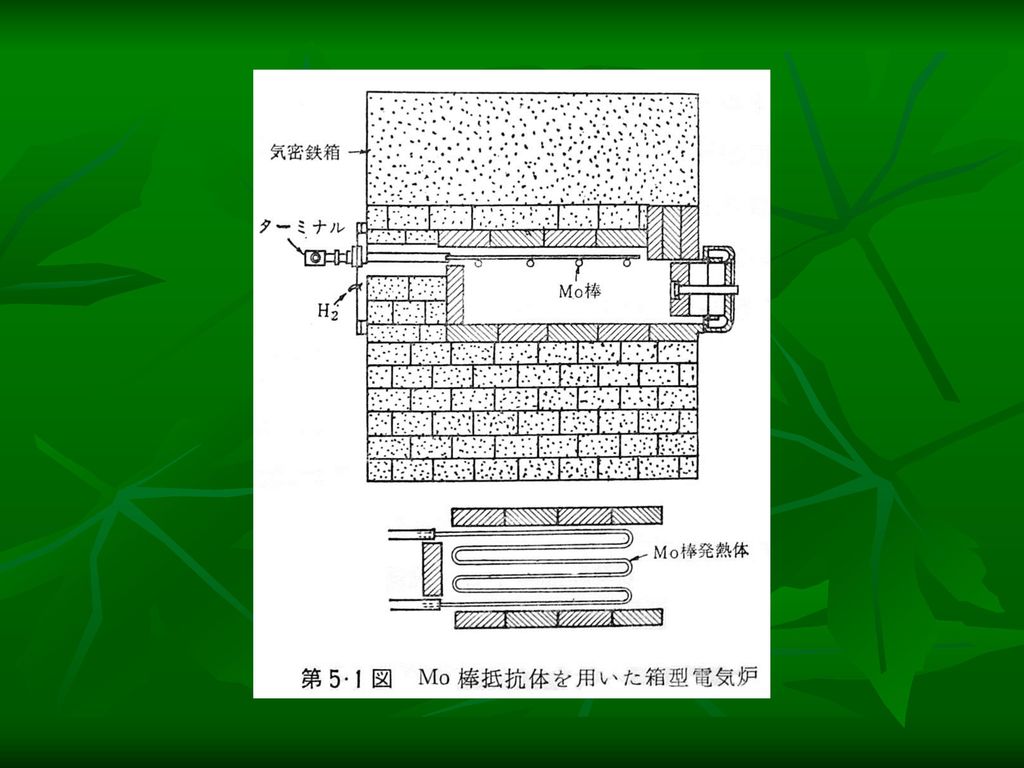
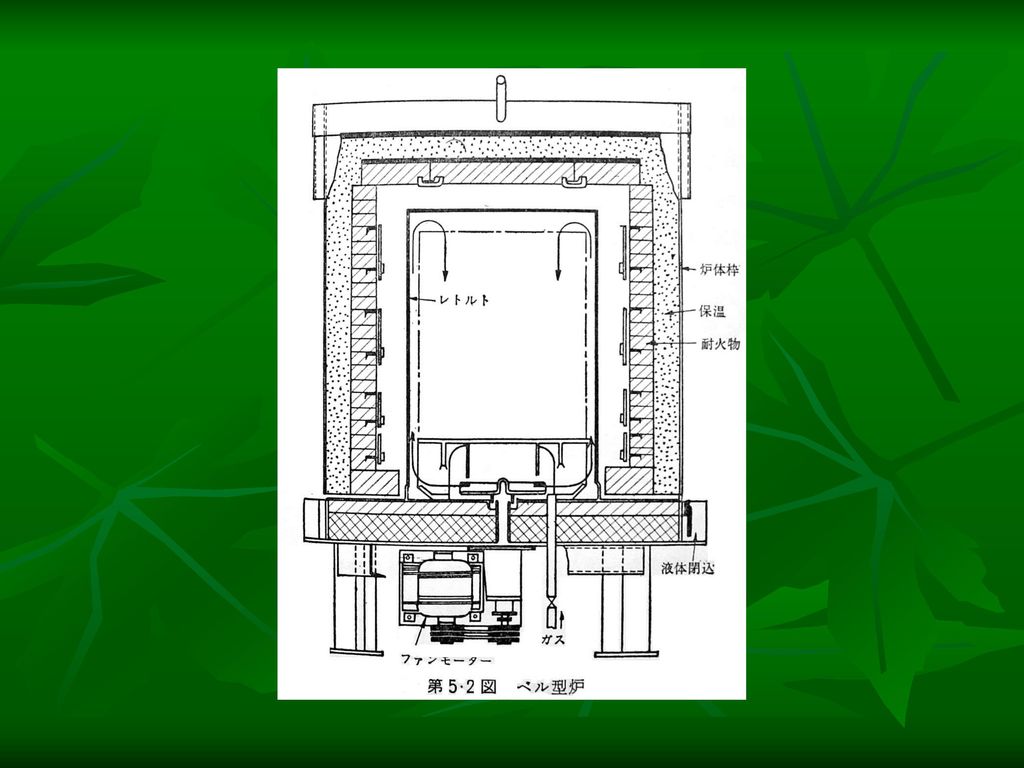
9.1.2箱型およびベル型炉 箱型炉:比較的生産量の少ない場合に適する。1000˚C以下:ニクロム 高温度用のものの構造は複雑になる。抵抗体:SiC、Mo棒 用途:鉄および鉄合金、W系接点材料(図5.1) ベル型炉:600〜1100˚C レトルト(retort) 気体の循環:均一な加熱 発熱体:ニクロム 用途:銅合金、鉄合金の焼結 両方の欠点:量産に合わない。効率が悪い。経済的ではない。→連続式
 気体の循環:均一な加熱. 発熱体:ニクロム. 用途:銅合金、鉄合金の焼結. 両方の欠点:量産に合わない。効率が悪い。経済的ではない。→連続式.")
8
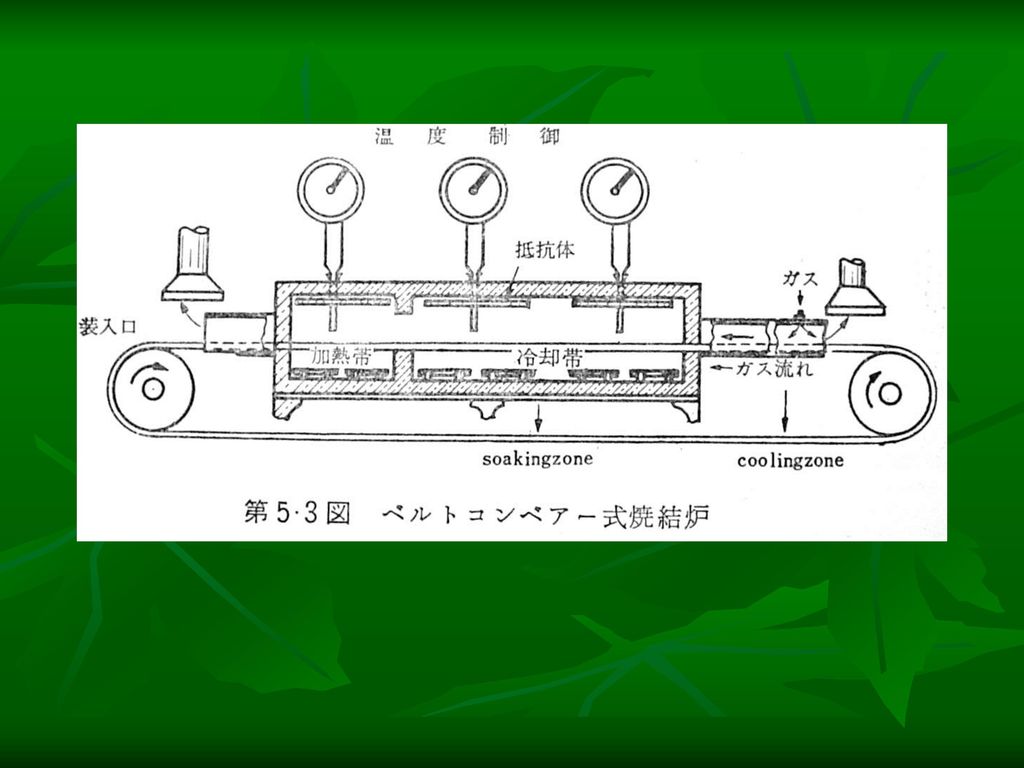
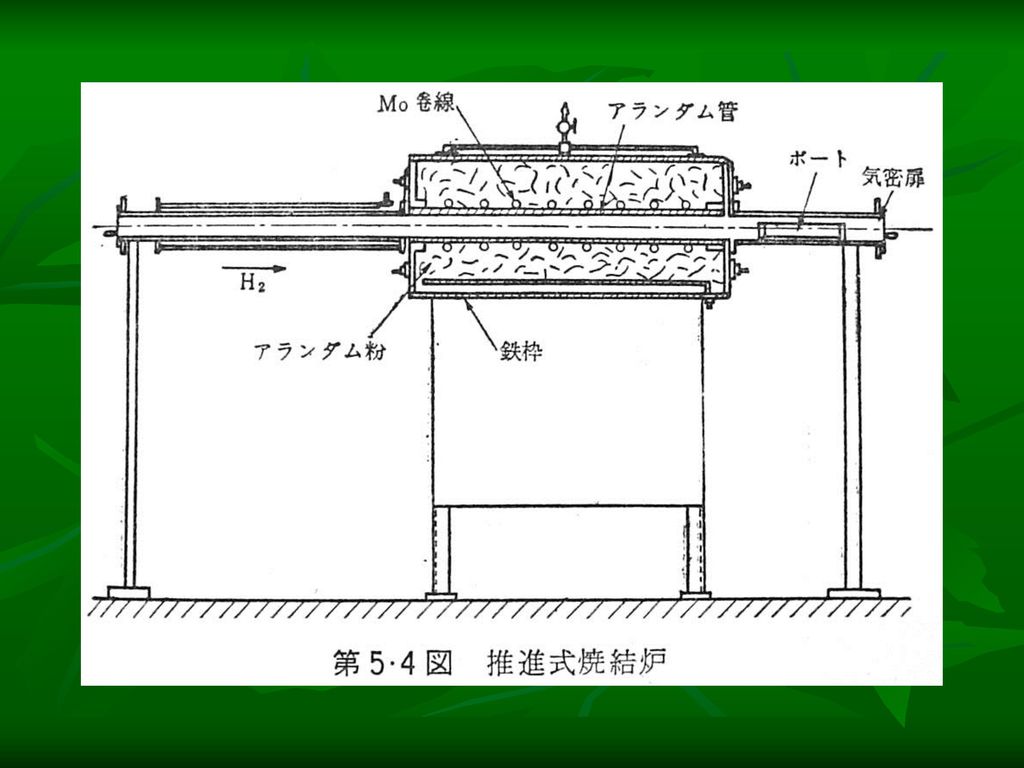
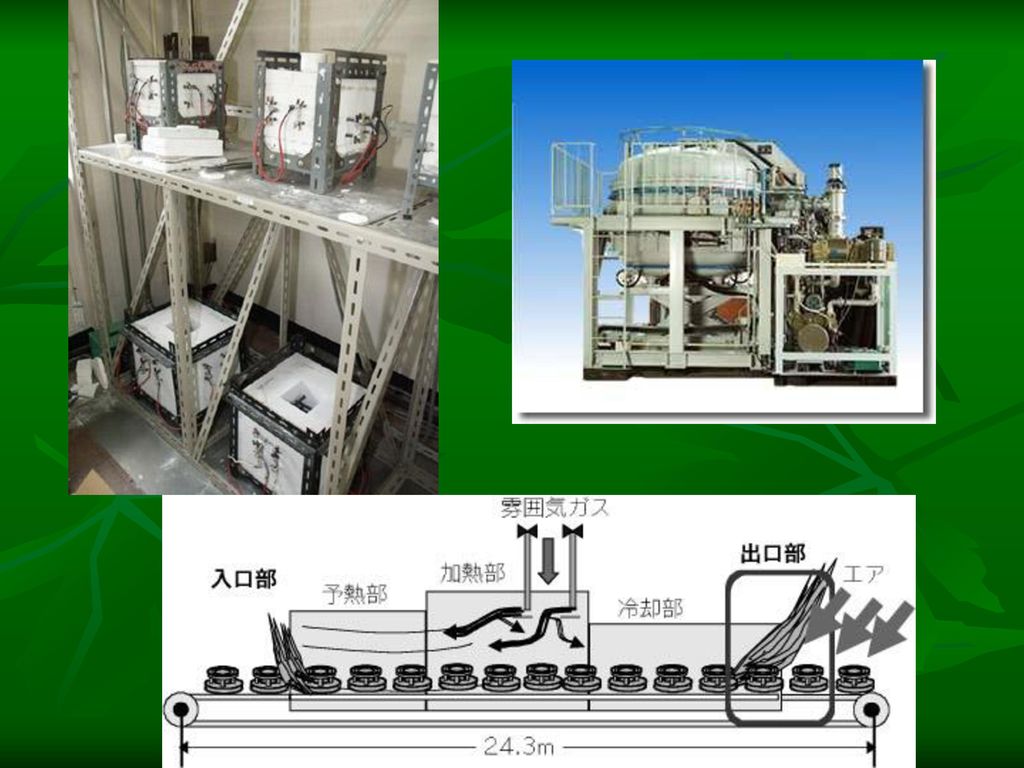
9.1.3連続式焼結炉 多量生産に適している。 1.ベルトコンベアー式(図5.3) ボードあるいはベルトの上に置かれて炉内を通過する。 構造上高温用に不向き 用途:オイルレスベアリング等の銅合金の焼結 ローラー式で比較的高温のものもできる。 2.推進式(図5.4) 高温用:WC硬質合金 アランダム管にMo線→気密の鉄ケース、保温材:アランダム粒子 圧粉体を黒鉛ルツボ、H2は逆方向から
 高温用:WC硬質合金. アランダム管にMo線→気密の鉄ケース、保温材:アランダム粒子. 圧粉体を黒鉛ルツボ、H2は逆方向から.")
11
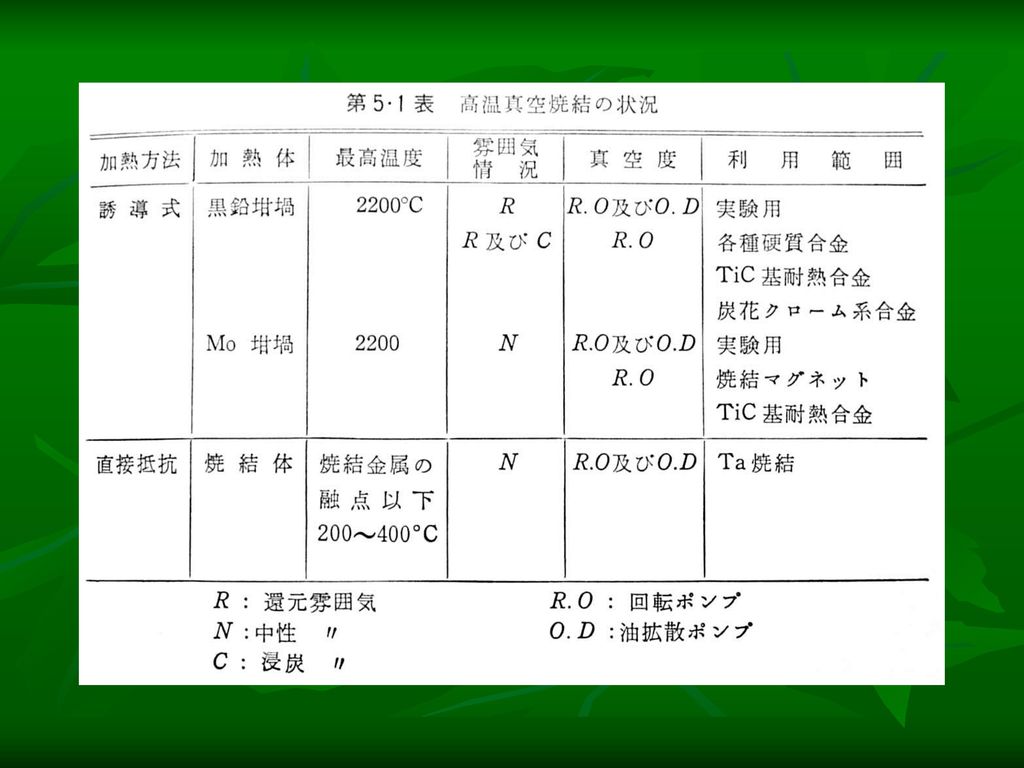
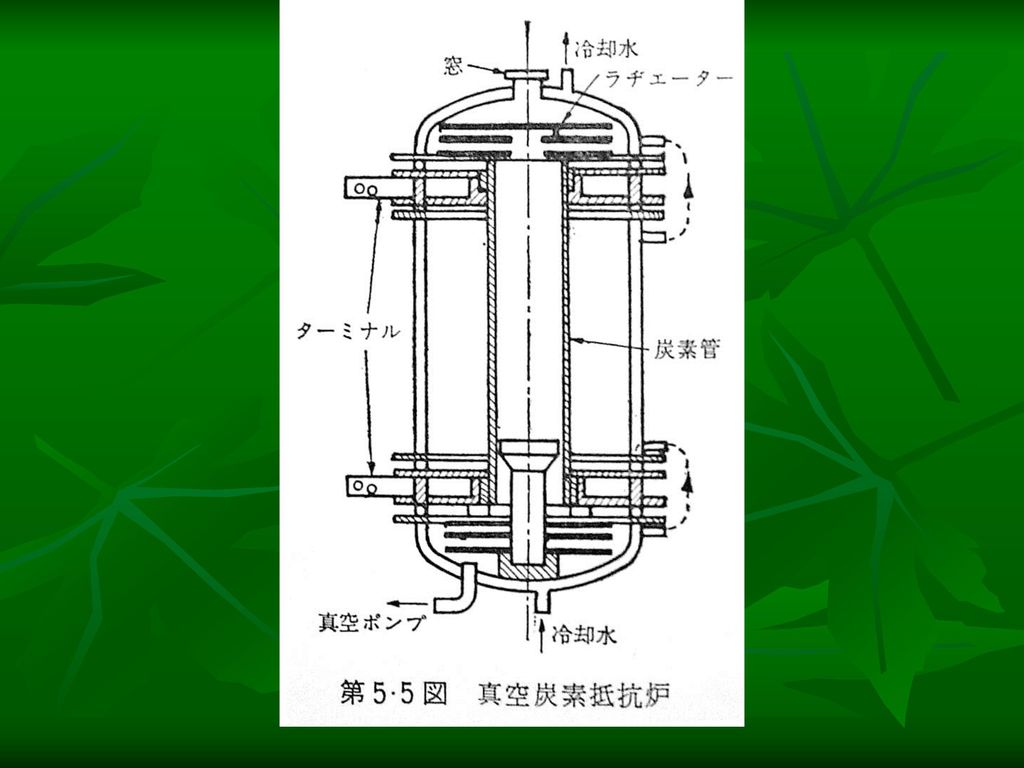
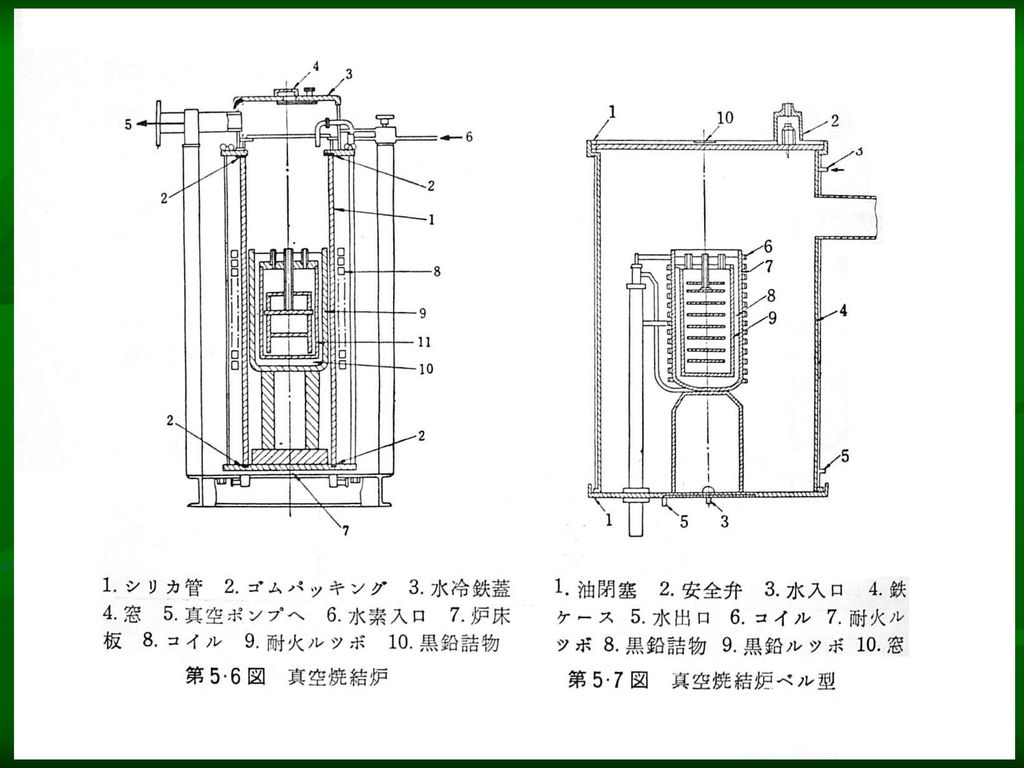
9.1.4真空焼結炉 1000˚C以下では構造的簡単である。 高温:複雑 方式:誘導式、直接抵抗式(表5.1) 1.真空炭素抵抗炉:安価 問題:炭素からガスの発生→高真空度は無理 2.真空焼結炉:誘導式 * 内容積が狭い * 石英管で低温 3.真空焼結炉ベル型 コイル全体が水冷した鉄製ベルに納められた型式 高真空度、高温(工業的に造られている高真空炉の型式)
")
15
炉内の真空度制御: 回転式:低真空度0.1mm(Hg柱)程度 油拡散式:高真空度(急速なガス発生に対応できるもの)
水分の存在で油の劣化→真空度の低下 炉内雰囲気による必要性 還元雰囲気(WC硬質合金):真空度上げると脱炭現象; 真空度下げると浸炭現象。 中性雰囲気:高真空度 油拡散ポンプの使用 加熱体:炭素の代わりにボード、支持台(加熱台)に Moを使用する。 高真空度燒結の用途:耐熱合金、焼結マグネット
:真空度上げると脱炭現象; 真空度下げると浸炭現象。 中性雰囲気:高真空度. 油拡散ポンプの使用. 加熱体:炭素の代わりにボード、支持台(加熱台)に Moを使用する。 高真空度燒結の用途:耐熱合金、焼結マグネット.")
17
9.2焼結の雰囲気 炉の雰囲気の制御は焼結には重要な要素で焼結体の性能が左右される。 焼結雰囲気の作用:
炉の雰囲気の制御は焼結には重要な要素で焼結体の性能が左右される。 焼結雰囲気の作用: 酸化、浸炭および脱炭などの希望しない反応を阻止 する。 粒子の表面酸化物の還元、吸着ガスの除去のため所 要の反応を起こさせる。 有害ガス:O2、H2O、SO2、H2S 歓迎されるもの:CO、H2など

18
9.2.1水素 電解水素(アルカリ水溶液電解)99.5% 小型炉:ガス消費が少ない、ガスの費用があまり製品の価格に影響しないような作業
自家発生(量が必要)と市販のボンベ入 不純物:O2、H2O、N O2:加熱した銅あみ(Paアスベスト)を通して水と して除かれる。 H2O:冷凍器で凝縮、また、乾燥剤(CaCl2、NaOH、 P2O5、H2SO4)、活性アルミナ、活性シリカ
と市販のボンベ入. 不純物:O2、H2O、N. O2:加熱した銅あみ(Paアスベスト)を通して水と して除かれる。 H2O:冷凍器で凝縮、また、乾燥剤(CaCl2、NaOH、 P2O5、H2SO4)、活性アルミナ、活性シリカ.")
19
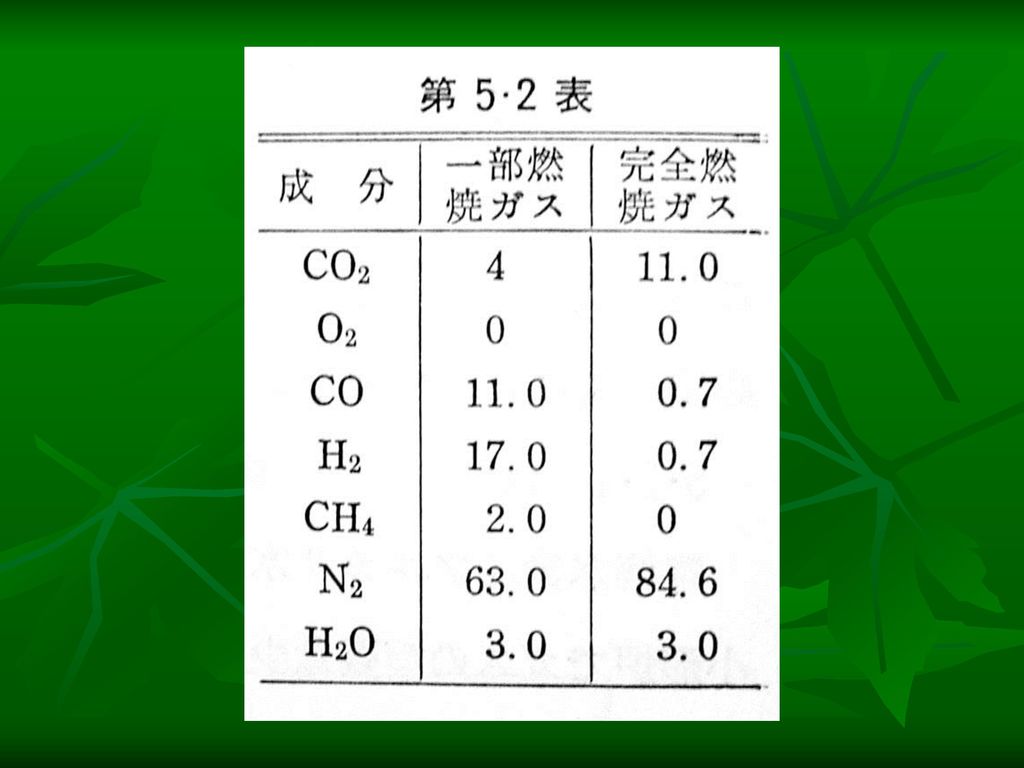
9.2.2分解アンモニア 分解アンモニア:75%H2、25%N2の混合ガス H2より経済的→銅および銅合金の焼結に利用される。 分解アンモニア発生機(市販) 9.2.3燃焼炭化水素ガス 炭化水素ガス:天然ガス(コークスガス、メタンおよびプロパンガスを空気と混合したもの) 混合の割合によって一部燃焼ガスと完全燃焼ガスになる(表5.2)
")
20
9.2.2分解アンモニア 分解アンモニア:75%H2、25%N2の混合ガス H2より経済的→銅および銅合金の焼結に利用される。 分解アンモニア発生機(市販) 9.2.3燃焼炭化水素ガス 炭化水素ガス:天然ガス(コークスガス、メタンおよびプロパンガスを空気と混合したもの) 混合の割合によって一部燃焼ガスと完全燃焼ガスになる(表5.2)
")
22
9.2.4雰囲気の選択 H2:W、Mo、WC系焼結合金、アルニコ系磁性材料の焼結 に最適 アルニコ:水素の純化(脱水)
アルニコ:水素の純化(脱水) WC:黒鉛容器で、O2、H2O+C→CO、H2なので高純度は不要 脱水:-60˚C以下にする 炭化水素: 水分:黄銅材料の脱亜鉛→正確な制御必要 CO2:Cuは大丈夫が、Fe酸化される。 WC硬質合金:硬さ→Cの含有量→維持→O2、H2Oの制御 (脱炭作用) 脱炭防止:メタンなどの炭化水素の添加:ガスへ平衡を中性あるいは浸炭性にする。
 WC:黒鉛容器で、O2、H2O+C→CO、H2なので高純度は不要 脱水:-60˚C以下にする. 炭化水素: 水分:黄銅材料の脱亜鉛→正確な制御必要. CO2:Cuは大丈夫が、Fe酸化される。 WC硬質合金:硬さ→Cの含有量→維持→O2、H2Oの制御. (脱炭作用) 脱炭防止:メタンなどの炭化水素の添加:ガスへ平衡を中性あるいは浸炭性にする。")
26
9.2.5真空 9.2.6炉内空気侵入防止策 9.3燒結後の付帯処理 特殊の硬質合金に真空高周波炉の利用
ガス中のある成分と焼結体の成分との化学反応を防ぐため 吸着ガスを除去できる。 9.2.6炉内空気侵入防止策 出入り時の汚染を防止するため フレームカーテン(flame curtain) 加圧された還元ガスを吹き込むことによって外気の侵入が阻止される。 9.3燒結後の付帯処理 再圧による機械的な性質の向上
 加圧された還元ガスを吹き込むことによって外気の侵入が阻止される。 9.3燒結後の付帯処理. 再圧による機械的な性質の向上.")

![セラミックス セラミックスの製造法 2 第 8 回 6月 11 日 ( 水). [2]セラミックスの種々の焼結法 (1)ホットプレス法(Hot Pressing:HP法)[:図 参 照] :カ-ボン製の型に原料粉末を入れ、 高周波加熱によりカ-ボン型を加熱し ながら加圧して焼結する方法 圧力:200~400kg/cm.](/39/11031099/big_thumb.jpg "セラミックス セラミックスの製造法 2 第 8 回 6月 11 日 ( 水). [2]セラミックスの種々の焼結法 (1)ホットプレス法(Hot Pressing:HP法)[:図 参 照] :カ-ボン製の型に原料粉末を入れ、 高周波加熱によりカ-ボン型を加熱し ながら加圧して焼結する方法 圧力:200~400kg/cm.>")



 セラミックスの物性②.>")

、サーメットおよびセラミック。 13.1 硬質合金の燒結機構 13.2 硬質合金の性質>")








 担当教員:永山 勝久.>")


 セラミックスの物性.>")
