Download presentation
1
図表一覧

2
表1.LCP SR1701の各種ダイスの溶融樹脂の流れの特性 No.1 No.2 No.3
第22次試作 第23次試作 第24次試作 使用ダイ(ブロー比) 実機5周(0.55) 実機3.25周(0.55) ラボ4周(1.10) 偏肉の標準偏差 0.279 2.33 0.794 樹脂圧力(Kg/cm2) 32.2 20.8 22.4 平均樹脂温度(℃) 345.3 343.6 344.3 樹脂温度差(℃) 0.387 0.601 0.266 平均滞留時間(sec) 9.97 6.44 2.29 最長滞留時間(sec) 10.8 7.96 2.83 流れの周回数 4.5周以下 2.75周以下 3.5周以下 MOR 1.25 1.23 1.12 樹脂温度差:最大樹脂温度ー最低樹脂温度 LOT.12Y28RM2 周回数:スパイラル流れが全体の0.2wt%以下になった位置
 実機5周(0.55) 実機3.25周(0.55) ラボ4周(1.10) 偏肉の標準偏差 樹脂圧力(Kg/cm2) 平均樹脂温度(℃) 樹脂温度差(℃) 平均滞留時間(sec) 最長滞留時間(sec) 流れの周回数. 4.5周以下. 2.75周以下. 3.5周以下. MOR 樹脂温度差:最大樹脂温度ー最低樹脂温度 LOT.12Y28RM2. 周回数:スパイラル流れが全体の0.2wt%以下になった位置.")
3
表1.解析用のINPUT データ 単位 記号 実機5周 実機3.25周 ラボ機改造4周 スパイラル数 N 5 3.25 4
表1.解析用のINPUT データ 単位 記号 実機5周 実機3.25周 ラボ機改造4周 スパイラル数 N 5 3.25 4 スパイラル加工長さ mm L 240 156 112 スパイラルは1周以上回っていますか? Y スパイラル溝深さ(初期値) H0 8 スパイラル溝深さ(1ピッチ後) H1 6.89 6.56 6.72 マンドレルの直径(根元) D 100 50 マンドレルの直径(先端) 94 44 ピッチ P ピッチ24 リード48 ピッチ14 リード28 スパイラル溝の幅(初期値) W0 16 10 スパイラル溝の幅(1ピッチ後) W1 15.85 15.74 ランドのクリアランス H2 スパイラルの溝(底)のテーパー角度 β 1.19 1.84 2.689 スパイラルの溝(外装)のテーパー角度 0.64 1.01 1.24 押出量 kg/hr 35 成形温度 ℃ 340 330 リップ開度 0.31 イベント名 実機22次試作 実機23次試作 実機24次試作 製膜日 2013/6/11 2013/9/26 2014/4/1 時間 19:38 11:57 19:54
 H0. 8. スパイラル溝深さ(1ピッチ後) H マンドレルの直径(根元) D マンドレルの直径(先端) ピッチ. P. ピッチ24 リード48. ピッチ14 リード28. スパイラル溝の幅(初期値) W スパイラル溝の幅(1ピッチ後) W ランドのクリアランス. H2. スパイラルの溝(底)のテーパー角度. β スパイラルの溝(外装)のテーパー角度 押出量. kg/hr. 35. 成形温度. ℃ リップ開度 イベント名. 実機22次試作. 実機23次試作. 実機24次試作. 製膜日. 2013/6/ /9/ /4/1. 時間. 19:38. 11:57. 19:54.")
4
図1.スパイラルダイ Outer die body Spiral mandrel

5
図2.スパイラルダイの形状寸法 2 3

6
図3.スパイラルダイ内の圧力損失の関係と分配比
図3.スパイラルダイ内の圧力損失の関係と分配比 ランド流れの圧力損失は地点Aから地点Cへのスパイラル流れによる圧力損失に等しく、 またスパイラルを沿って流れる圧力損失の勾配は一定と仮定 ΔP2 ΔP3 ΔP3 D = → ΔP2 = D/sin φ δX δX sin φ ランド流れ流量とスパイラル流れ流量の比 Q2 δX h2 (x) (N+2) D N = ( ) ( ) Q3 W3(X) h3(x) L2 (x) sin φ ランド流れとスパイラル流れの流量の分配比 Case A Q1A=Q2A +Q3A Q2A 1 = Q1A (Q3A/ Q2A) + 1 Q2A = Q1A ×( Q2A/ Q1A) Case B 1 Q2B = (Q2A+ Q1B) × (Q3B/ Q2B) + 1 ただし、Q1A、Q1B:下流スパイラルから流れ込む流量、 Q2A、Q2B:ランド流れの流量、 Q3A、Q3B:スパイラル流れの流量
 (N+2) D N = ( ) ( ) Q3 W3(X) h3(x) L2 (x) sin φ ランド流れとスパイラル流れの流量の分配比. Case A. Q1A=Q2A +Q3A Q2A 1 = Q1A (Q3A/ Q2A) + 1 Q2A = Q1A ×( Q2A/ Q1A) Case B 1 Q2B = (Q2A+ Q1B) × (Q3B/ Q2B) + 1 ただし、Q1A、Q1B:下流スパイラルから流れ込む流量、 Q2A、Q2B:ランド流れの流量、 Q3A、Q3B:スパイラル流れの流量.")
7
図4.スパイラルダイ計算の流れ

8
22次試作使用ダイス 図5. 2条5周スパイラルダイス

9
図6. 23次試作使用ダイス 2条3.25周スパイラルダイス

10
24次試作使用ダイス 図7. ラボ改造2条4周スパイラルダイス

11
各種ダイスの形状の比較 22次試作使用ダイス 23次試作使用ダイス 24次試作使用ダイス

13
23次 実機3.25周 σ=2.33 23次 実機3.25周 σ=2.33 23次 実機3.25周 σ=2.33 24次 ラボ4周改造 σ=0.79 24次 ラボ4周改造 σ=0.79 24次 ラボ4周改造 σ=0.79 22次 実機5周 σ=0.30 22次 実機5周 σ=0.30

14
22次 実機5周 σ=0.28 23次 実機3.25周 σ=2.33 24次 ラボ4周改造 σ=0.79

15
22次 実機5周 σ=0.28 23次 実機3.25周 σ=2.33 24次 ラボ4周改造 σ=0.79

18
図14. No.8-5(No.24)のダイス形状
のダイス形状")
19
図15. No.10-3(No.26)のダイス形状
のダイス形状")
20
No.8-2 σ=0.16 No.10-3 0.03 23次 実機3.25周 σ=2.33 24次 ラボ4周改造 σ=0.79
23次 実機3.25周 σ=2.33 24次 ラボ4周改造 σ=0.79 22次 実機5周 σ=0.30 No.8-2 σ=0.16 No.10-3 0.03

21
実機3.25周(第23次試作) ラボ機改造型4周(第24次試作) 実機5周(第22次試作)
 ラボ機改造型4周(第24次試作) 実機5周(第22次試作)")
22
実機3.25周(第23次試作) ラボ機改造型4周(第24次試作) 実機5周(第22次試作)
 ラボ機改造型4周(第24次試作) 実機5周(第22次試作)")
23
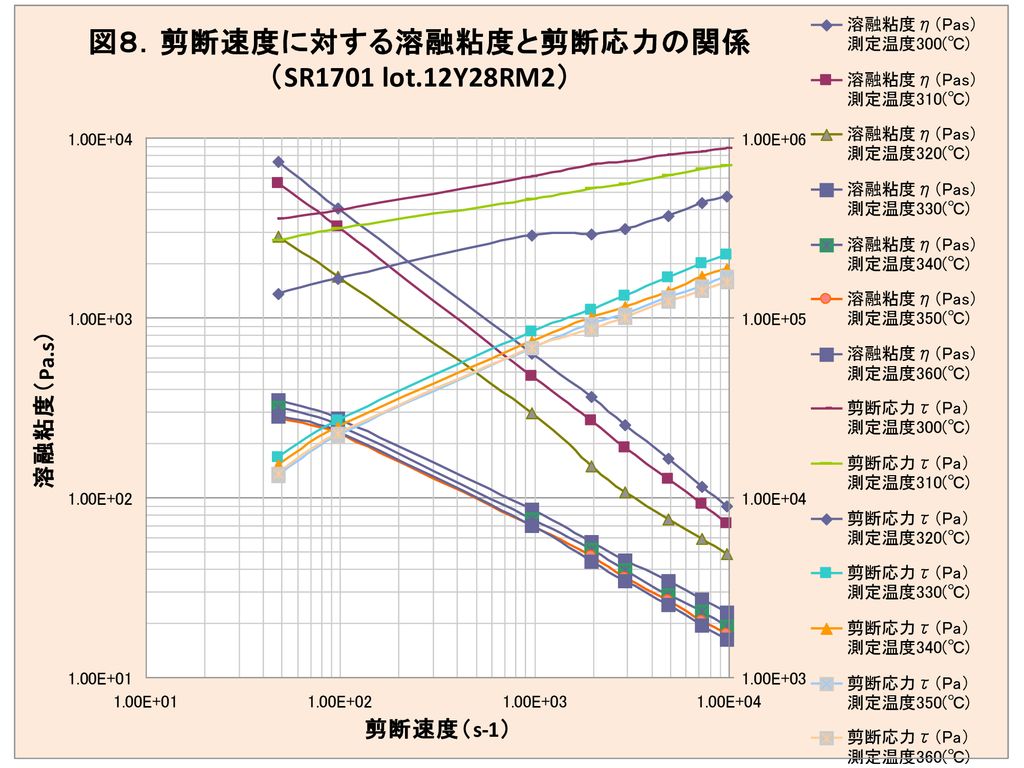
図19. VECTRA A950の剪断速度と剪断粘度の関係
剪断粘度(Pa・s) 剪断粘度(Pa・s) 剪断粘度(Pa・s) 剪断速度(sec-1) 剪断速度(sec-1) 剪断速度(sec-1)
 剪断粘度(Pa・s) 剪断粘度(Pa・s) 剪断速度(sec-1) 剪断速度(sec-1) 剪断速度(sec-1)")
24
図20.住友化学LCP品とポリプラスチックスVECTRA A950の剪断速度と剪断粘度の関係
剪断粘度(Pa・s) 剪断速度(sec-1)
 剪断速度(sec-1)")

 恒松正二 (SHI) 他 SHI 開発チーム SPICA 観測装置チーム.>")
 Ⅲ限 電子制御設計製図Ⅰ. ( a )図面の大きさ A0~A4 の 4 種類 (b) 横方向 X と縦方向 Y の比率 横置きとし, X:Y= :1 とする. 図面の大きさ A1 A2 A3 A4 用紙の大き さの呼び 用紙の大きさ A01189×841.>")


 地上低気圧の真上で上昇流、 高気圧の真上で下降流になる理由>")






 セラミックスの物性.>")



CuCl2水溶液の電気分解 (1)陰極で銅が析出 陰極:還元反応 Cu2+ + 2e- → Cu (2)陽極で塩素が発生 陽極:酸化反応 2Cl- → Cl2 + 2e->")


>")
