TGCチェンバー量産終了(ほぼ) 田中秀治(KEK)
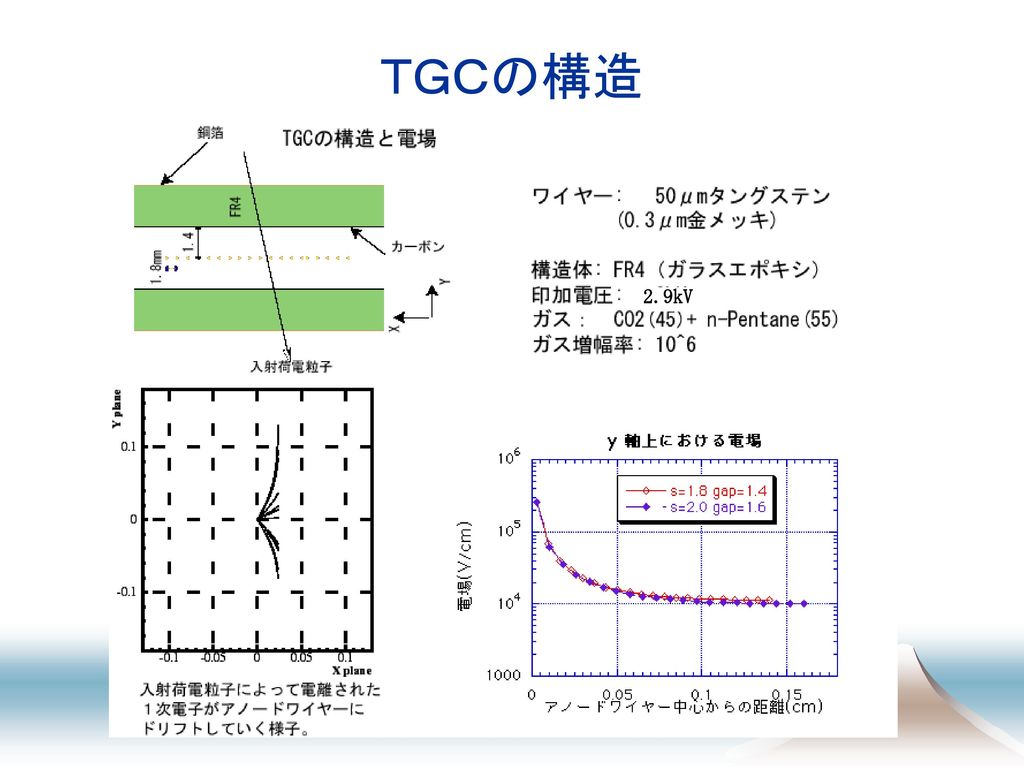
TGCの構造 2.9kV
TGC生産 summary
Japan TGC production Summary table TGC type TGC Wheel Modules Need for ATLAS 製作順 FR4 Frames # of TGCs # of Module 部品 歩留まり率 Units Process Yield T7 M1 96 1 720 356 98.9% 113 95.2% 94.2% M2 3 441 218 106 97.2% 96.1% M3 2 442 221 100.0% 108 97.7% T4 4 432 215 99.5% 107 99.1% T5 5 433 214 98.8% 合計 480 (1056) 2468 1224 541
TGC量産の概要 1997年より富士実験室において設備の準備開始 1998年1月時点で接着ブース(石定盤1台)、ワイヤー巻きブース使用可能 4月ビームテストにおいて出力信号確認(1号機)、その後? 2号機は神戸大にて信号を確認したが安定動作はしていない 3号機は放電によって動作しなかった(新規に道具を導入) 4号機は安定動作を確認(製作手法をほぼ確立) 1999年12月よりT8を用いた量産試験(ダブレット2:トリプレット:2) 量産に向けた準備を始める 2000年より富士の量産ブースの準備 2000年8月よりpre量産開始(林栄より7人) 2001年4月より本量産開始(林栄より12人) 2004年12月現在、T7、T5、T4の本生産終了、2005年1月予備品終了予定
TGC量産の設計 オレンジ色は1998年の時点でほぼ決まっていた項目(当時の資料) この部分が手をだせたところ
TGC生産で必要な数学 Process Number of operation ( /day) Ready? Worker (/day) カーボン塗装 4 (frames) ○ ----- パーツ接着 3 ワイヤ巻き 2 (frames) 0.5 HV 試験 (before closing) 2 (TGCs) Auto TGC閉じ HV試験 (after closing) Auto(1) ダブレット接着 1 (module) 1(2) (トリプレット接着) 小ハニカム接着 1 (modules) Adapter boards取り付け 2 CO2 channels
生産現場
カーボン塗装 月に1回約80枚塗装(1枚15分)。 課題: マスキングに2日必要なため 他の作業を止める必要がある。 面抵抗を0.5~1.5MΩ□に落とすために4,5日必要 大学(神戸、信州、東大)のスタッフ、学生の援助によって達成
カーボン面抵抗の平均値
TGC閉じ前のリークカレント[nA} (HV=2.8kV)
TGCの歪みの平均値
日本TGC生産で得た技術 接着工法(1.5m角の板を平らに接着) 塗装技術(カーボン塗装) 素材・道具(開発or選定) タングステンワイヤー(アライドマテリアル) 定番はLUMA ブレーキモーター(小倉クラッチ) ワイヤーテンションコントロール Sn+Znはんだ(ソルダーコート) 従来はSn+Pb アルミハニカムを用いた吸着板(昭和飛行機) スクリーン(NBC工業) 接着工程で使用 微差圧圧力コントローラー(MKS) 100Pa単位でコントロール可能 高周波はんだごて(Metcal) 高周波はんだごて サインポンプ(ティーメックス) カーボン塗料の循環用ポンプ マスキングテープ(アイシー) ワイヤーサポート用 (赤色はイスラエルでも使用)
量産その後 Fin 1月より設備の解体(閉じ室、HV試験室は空き部屋に) TGC生産のための最低限の設備、道具は保管 加速器など他のグループが富士B4を物色中 Fin