ある温度以上に加熱して冷却することにより、材料の 熱処理 (Heat treatment) ある温度以上に加熱して冷却することにより、材料の 機械的性質や組織を改善する 最重要:熱処理= 温度+冷却速度
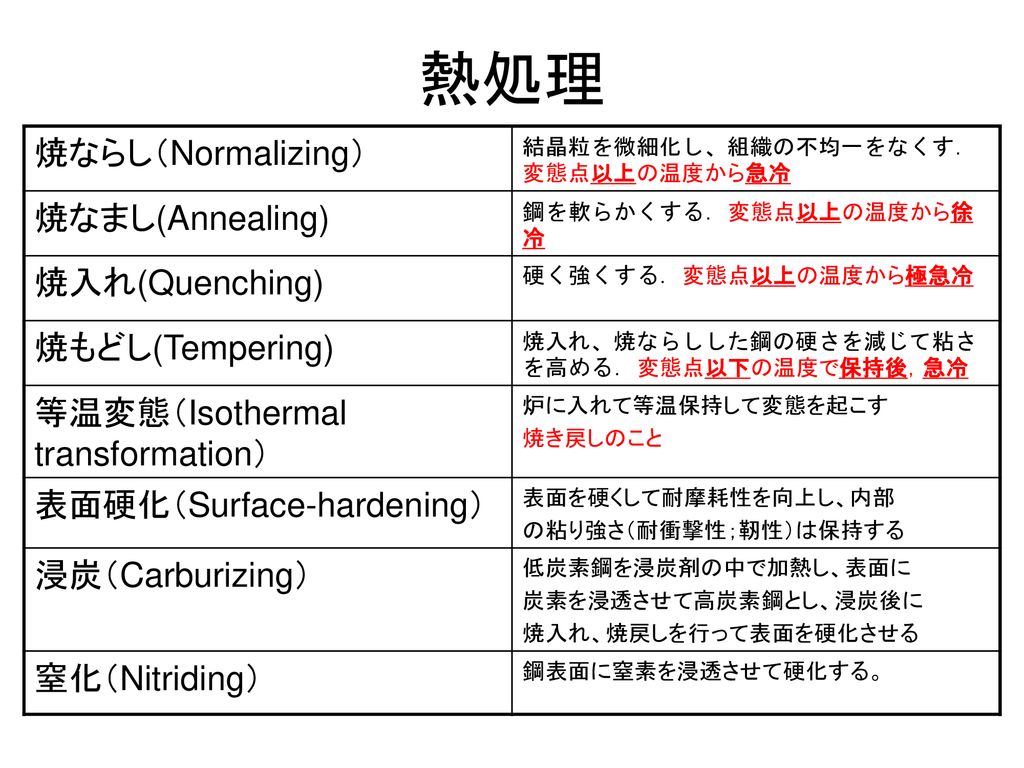
熱処理 焼ならし(Normalizing) 焼なまし(Annealing) 焼入れ(Quenching) 焼もどし(Tempering) 結晶粒を微細化し、組織の不均一をなくす.変態点以上の温度から急冷 焼なまし(Annealing) 鋼を軟らかくする.変態点以上の温度から徐冷 焼入れ(Quenching) 硬く強くする.変態点以上の温度から極急冷 焼もどし(Tempering) 焼入れ、焼ならしした鋼の硬さを減じて粘さを高める.変態点以下の温度で保持後,急冷 等温変態(Isothermal transformation) 炉に入れて等温保持して変態を起こす 焼き戻しのこと 表面硬化(Surface-hardening) 表面を硬くして耐摩耗性を向上し、内部 の粘り強さ(耐衝撃性;靭性)は保持する 浸炭(Carburizing) 低炭素鋼を浸炭剤の中で加熱し、表面に 炭素を浸透させて高炭素鋼とし、浸炭後に 焼入れ、焼戻しを行って表面を硬化させる 窒化(Nitriding) 鋼表面に窒素を浸透させて硬化する。
【炭素鋼の平衡状態図】 純鉄はα鉄、γ鉄、δ鉄の3つの 同素体を持つ δ固溶体:δ鉄に少量のCを含む (オーステナイト;常磁性体) α固溶体:α鉄にごく少量のCを含む (フェライト;強磁性体) 炭化鉄(Fe3C):セメンタイトと呼ぶ 鉄:0.02%C以下、鋼:0.02~2.14%C (軟鋼;0.1~0.3%C)、鋳鉄:2.14~6.67%C
平衡状態図 純鉄はα鉄、γ鉄、δ鉄の3つの 同素体を持つ δ固溶体: δ鉄に少量のCを含む γ固溶体: γ鉄に2.14%以下のCを含む (オーステナイト;常磁性体) α固溶体: α鉄にごく少量のCを含む (フェライト;強磁性体)
熱処理と炭素鋼組織の関係 γ⇔ C固溶可 727℃ α⇔ C固溶不可→Fe3C
熱処理と炭素鋼組織の関係 γ⇔ C固溶可 α⇔ C固溶不可→Fe3C 727℃ α+Fe3C ⇔ パーライト(トルースタイト, α⇔ C固溶不可→Fe3C 除冷(ゆっくり時間をかけて冷却した場合) α+Fe3C ⇔ パーライト(トルースタイト, ソルバイト,ベイナイト) 急冷(強制的に水などで急激に冷却した場合) αにCが固溶 ⇔マルテンサイト
焼ならし 焼なまし 焼戻し 焼入れ 熱処理と炭素鋼組織の関係 α⇔ C固溶不可→Fe3C 除冷(ゆっくり時間をかけて冷却した場合) α⇔ C固溶不可→Fe3C 焼ならし 焼なまし 除冷(ゆっくり時間をかけて冷却した場合) α+Fe3C ⇔ パーライト 急冷(強制的に水などで急激に冷却した場合) αにCが固溶 ⇔マルテンサイト 極微細パーライト⇔トルースタイト 微細パーライト ⇔ソルバイト 焼戻し α+Fe3C+マルテンサイト ⇔ベイナイト 焼入れ
熱処理 焼ならし:鋳造や鍛造による粗大化した結晶粒を微細化して均一な組織にするための処理 焼なまし:加工した素材や工作物のひずみを除去して軟化させ,延性,展性や切削性を改善するために行う処理 焼入れ:製品の強さや硬さを増加させる処理 焼戻し:焼入れに続いて行う処理で,硬くもろい焼入れ組織に粘さを与える処理
熱処理 焼ならし:適当な温度で加熱,一定時間保持した後に,空中(やや早く)で冷却する. 焼なまし:適当な温度で加熱,一定時間保持した後に,炉中(ゆっくり)で冷却する. 焼入れ:焼入温度に加熱して,一定時間保持した後に急冷(急激に)する. 焼戻し:適当な温度で加熱,一定時間保持した後に,冷却する.
熱処理 焼ならし:適当な温度で加熱,一定時間保持した後に,空中(やや早く)で冷却する. 焼なまし:適当な温度で加熱,一定時間保持した後に,炉中(ゆっくり)で冷却する. 焼入れ:焼入温度に加熱して,一定時間保持した後に急冷(急激に)する. 焼戻し:適当な温度で加熱,一定時間保持した後に,冷却する.
熱処理 550℃ 焼ならし 焼入れ 焼戻し 焼なまし マルテンサイト
【市販炭素鋼の組織成分と顕微鏡写真】
焼入れ 焼入れは,C量,焼入温度,冷却速度に関係する.焼入れ硬化の期待できるのはC量0.3%以上である.
焼入れ 普通焼入れ 焼入温度から水中あるいは油中に連続冷却する方法.C量が多いと焼割れ,ひずみが生じやすい. 時間焼入れ 焼入温度から水中に焼入れし,常温まで放置せずに引き上げて空冷する方法.焼割れとひずみが防止できる. 等温焼入れ 焼入温度からある一定に保たれた溶融金属,溶融塩の熱浴し,適当な時間を保持した後に空冷する.
等温変態 等温変態,恒温変態(Time-temperature transformation curve, TTT曲線)(しばらくしてから変態が始まり,そしてその変態はある時間を経過してから完了する)
焼入れ 等温焼入れ ○マルクエンチ(マルテンサイトにするためのクエンチング(焼入れ))Ms点直上で,塩浴あるいは油浴し,全体が同一温になるまで保持してから,空冷してマルテンサイト変態させる.(焼割れ,ひずみを防止して焼入硬化) ○オーステンパ(オーステナイトをテンパリング(焼戻し))Msから鼻下温度の塩浴あるいは鉛浴で焼入れし,等温変態が完了するまで保持した後に空冷してベイナイトに変態させる.(強靭でかつ焼割れ,ひずみを防止,大型部品には内部にパーライト組織が残るので使えない) ○マルテンパ(マルテンサイトにするためのテンパリング(焼戻し))MsとMfの間の温度で焼入れし,等温変態が完了するまで保持し,その後空冷する.(時間がかかりすぎる)
焼入れ
焼入れ後の処理 サブゼロ処理 残留オーステナイトは室温で放置すると,時間が経つにつれてマルテンサイトに変態して,体積が膨張するため寸法変化が生じる. これを防止するため焼入れ直後に,液体空気やドライアイスなどの冷却剤で-80℃前後のゼロ度以下の温度で保持し,すべての組織をマルテンサイトに変態させる処理
焼戻し 焼入れした後に行う熱処理 不安定なマルテンサイトを分解し,過飽和のCをセメンタイトFe3Cとして析出させ,安定な組織を得る.加熱温度が高くなるほど軟化して粘さが増加する. 焼戻脆性
【焼ならし(Normalizing)】 結晶粒を微細化し、組織の不均一 をなくす A3またはAcm変態点以上に加熱して、オーステナイト化して空冷する(急冷)
焼ならし 鋼の焼ならし 鋼をA3,Acm点より40~60℃高い温度で加熱して,一様なオーステナイト組織にした後に,静かに空冷する. ○鋳鋼品,鍛鋼品の粗大組織や過熱組織を微細化して均一な組織にし,機械的特性を改善する.
加工熱処理 塑性加工と熱処理を有機的に組み合わせた材料の強化方法(Thermo-Mechanical Treatment, TMT) オースフォーミング(オーステナイトにしてからフォーミング(加工)する)オーステナイト化温度から急冷して,Ms点以上の温度で一度保持し,この保持温度で加工(圧延,鍛造などの塑性加工)を加えた後に,焼入れ,焼戻しを行う.
オースフォーミング
【焼なまし(Annealing)】 鋼を軟らかくする ・完全焼なまし A3またはA3-1変態点以上に加熱し、オーステ 鋼を軟らかくする A3またはA3-1変態点以上に加熱し、オーステ ナイト化し、炉中冷却(徐冷)でA1点で オーステナイトをパーライトに変態させる ・完全焼なまし ・球状化焼なまし 鋼中のセメンタイトを球状化して被切削性を向上する
【窒化:Nitriding】 鋼表面に窒素を浸透させて硬化する。 窒化温度は500~550℃でアンモニアガス などを使用する。 急冷焼入れなどの熱処理なし
【表面硬化(Surface-hardening)】 表面を硬くして耐摩耗性を向上し、内部 の粘り強さ(耐衝撃性;靭性)は保持する 表面をオーステナイト化して急冷する :高周波焼入れ、炎焼入れ 表面の化学成分を変化させて表面処理する :浸炭、青化、窒化
【浸炭:Carburizing】 低炭素鋼を浸炭剤の中で加熱し、表面に 炭素を浸透させて高炭素鋼とし、浸炭後に 焼入れ、焼戻しを行って表面を硬化させる マルテンサイト化 固体浸炭:木炭粉に炭酸バリウム(BaCO3)を 混合して炉中で加熱 液体浸炭:青化物(NaCN,KCN)を基剤とした 塩浴中で浸炭 ガス浸炭:一酸化炭素、メタン、プロタン、 ブタンを気密にした炉中で加熱
窒化処理 ○プラズマ窒化(イオン窒化) ○塩浴軟窒化 (HNTT) ○浸硫窒化 ○ガス軟窒化 ○ガス窒化(HNTG) 1923年、A.Fryによってアンモニアの分解ガスを用いたのが最初です。500~550℃に加熱したアンモニア分解ガス中で、50~150時間処理します。この時のアンモニアの分解率は30%前後にします。この処理によって深さ0.2~0.3mm、1000~1200HVの硬さが得られます。耐摩耗性、耐食性に優れた特性が得られますが、処理時間の長いのが欠点です。 ○プラズマ窒化(イオン窒化) 窒化時間の長いのを補う目的で開発されたのがプラズマ窒化です。イオン窒化とも呼んでいます。この処理は低減圧の真空中により、放電によって行うガス窒化の一種です。図36に示すごとく、処理物を陰極、容器を陽極とし0.5~10Torrの真空中で約500Vの電圧をかけ放電を行います。この時アンモニアを導入すると窒化が行われるのです。窒化時間は数時間で良く、ガスも節約でき公害もありません。また、処理温度は450~570℃です。処理雰囲気には窒素と水素の混合ガスが多く用いられています。 ○塩浴軟窒化 (HNTT) 塩浴軟窒化の代表的な処理はタフトライドです。この処理は青酸カリや炭酸カリなどをチタンるつぼに入れて溶融し、この中に空気を吹き込みながら処理を行う方法です。処理温度は570℃前後、時間は30~240分程度、加熱後は油冷か水冷を行います。用いられる鋼はオールマイティと云っても過言ではない位全ての材料に適しています。ただ、シアンの問題があり、最近ではシアン公害をゼロにした処理も開発されています。ガス窒化やプラズマ窒化と大きく異なる点は、後述するガス軟窒化と同様に、窒素と炭素が同時に侵入し、炭窒化物が形成されることです。 ○浸硫窒化 窒素と硫黄を同時に侵入拡散させる処理です。塩浴軟窒化性浴の中に硫黄化合物を添加し、窒素化合物と硫黄化合物を同時に鋼表面に生成させる方法です。この処理には高濃度のものと低濃度の処理があり、また、比較的低温で行う電解浸硫窒化処理も行われています。いずれの場合も耐摩耗性と耐焼付き性が改善されます。 ○ガス軟窒化 軟窒化をガスによって行う方法で、公害は全くありません。この処理にはアンモニアガスと浸炭性ガスを混合して使う場合と、尿素を分解して用いる方法とがあります。 アンモニアガスと浸炭性ガスを1:1の割合で混合して用いる軟窒化は、ガス軟窒化の主流です。この他窒素ガスベースのものもあります。また、尿素の熱分解で生じたCOとNで軟窒化を行う方法もあります。処理温度や時間は他の軟窒化法と同じです。表面の白層がε窒化物(Fe2-3N)です。
その他の表面処理 ○ボロナイジング(ほう化処理) ○炭化物被覆処理 ○水蒸気処理(ホモ処理) 鋼の表面にFeB(約2000HV)、Fe2B(約1600HV)のボロン化合物を生成させ、これらの持つ高い硬さ値と非金属的物性によって耐摩耗性、耐焼付き性の改善を図る処理をボロナイジング又はほう化処理と呼んでいます。処理方法には固体、液体、気体の3通りがあります。いずれも日本では余り行われていませんが、ヨーロッパでは耐摩耗部品や金型類に汎用されています。最表面には処理方法と条件によって異なりますが、反応生成物としてFeB、Fe2Bが生成されます。耐摩耗性の観点からはFe2B単相の方が好ましいです。処理温度は1000℃前後の高温で行われるため、ひずみの発生があります。これらを考慮して処理することが大切です。 ○炭化物被覆処理 炭化物被覆処理法にはPVD(物理的蒸着法)やCVD(化学的蒸着法)のようなドライコーティング、TRD(VC炭化物コーティング)のようなウエットコーティングの2通りがあります。いずれの場合も鋼表面に硬い炭化物あるいは窒化物を生成させる方法です。PVDやCVDには色々な方法があり、硬質皮膜もTiN、TiC、TiCN、TiAlNなど、また、硬質皮膜のみならず光学的、物理的皮膜が種々検討され、すでに実用化されている皮膜も少なくありません。また、TRDは表面に硬いVC炭化物を生成させるもので、すでに実用化され金型など広範囲で使用されています。この処理は、素地と炭化物層の相互拡散によって密着強さが高く、はく離を起こし難い特徴がありますが、高温処理のため大きなひずみが発生しやすく、この問題解決にはある程度の経験が必要です。なお、最近ではα区域の低温で炭窒化物被覆する方法も開発されています。 ○水蒸気処理(ホモ処理) 鉄には一酸化鉄(FeO)、三酸化鉄(Fe2O3)、四酸化鉄(Fe3O4)の3種類の酸化鉄があります。FeOは白さび、Fe2O3は赤さび、Fe3O4は黒さびと云われています。Fe3O4は多孔質で硬く、耐食性に富んでいるので表面改質に利用されます。この膜を作るのには水蒸気を用います。赤さびが生じないように、加圧水蒸気を350~400℃に予熱した後、500℃前後に加熱した過熱水蒸気を処理品に通じるとFe3O4膜ができます。温度が高すぎたり、時間が長すぎたりするとFe3O4はFe2O3に変化してしまいますので注意をして下さい。
時間内レポート⑬ サブゼロ処理とは何か オーステンパ,マルテンパとは何か S曲線とは何か 表面硬化法を挙げよ
【焼入れ(Hardening, Quenching)】 :硬く強くする 加熱してオーステナイト化し、急冷して マルテンサイトにする 時間 温度 変態点 臨界区域 速く冷却 危険域 ゆっくり冷却 550℃ 250℃ Ms 硬くなり、同時に膨張し 焼割れが発生
・サブゼロ処理: 不安定な残留オーステナイトによる 経年変化を避けるためにマルテンサイト にする 焼入れ後、0℃以下に冷却する
【焼もどし(Tempering)】 焼入れ、焼ならしした鋼の硬さを 減じて粘さを高める A1またはA3-1変態点以下の温度に加熱 保持して冷却する トルースタイト: 250~300℃で硬く粘い性質を持つ (高級刃物) ソルバイト: 400~600℃で強靭で粘い(ばね、鋼線)
【等温変態】鋼を炉に入れて 等温保持して変態を起こす 等温変態曲線:Time-temp. transformation curve (TTT曲線、S曲線(S-curve))
【等温熱処理】 時間 温度 変態点 臨界区域 熱浴冷却 等温保持 オーステンパ マルテンパ 空冷 危険域 550℃ 250℃ Ms
・マルテンパ(マルクエンチ): マルテンサイト変態温度に保った 熱浴に焼入れした後、空冷する。 マルテンサイトとベイナイトの 混合組織(精密機械部品) ・オーステンパ:熱浴にオーステナイト化 した鋼を入れて等温変態させてベイナイト 組織を得る(強靭で、ひずみの発生や 焼割れを防止:工具、機械部品
ある温度以上に加熱して冷却することにより、材料の 熱処理 (Heat treatment) ある温度以上に加熱して冷却することにより、材料の 機械的性質や組織を改善する
熱処理 焼ならし(Normalizing) 焼なまし(Annealing) 焼入れ(Quenching) 焼もどし(Tempering) 結晶粒を微細化し、組織の不均一をなくす.変態点以上の温度から急冷 焼なまし(Annealing) 鋼を軟らかくする.変態点以上の温度から徐冷 焼入れ(Quenching) 硬く強くする.変態点以上の温度から極急冷 焼もどし(Tempering) 焼入れ、焼ならしした鋼の硬さを減じて粘さを高める.変態点以下の温度で保持後,急冷 等温変態(Isothermal transformation) 炉に入れて等温保持して変態を起こす. 焼き戻しのこと 表面硬化(Surface-hardening) 表面を硬くして耐摩耗性を向上し、内部 の粘り強さ(耐衝撃性;靭性)は保持する 浸炭(Carburizing) 低炭素鋼を浸炭剤の中で加熱し、表面に 炭素を浸透させて高炭素鋼とし、浸炭後に 焼入れ、焼戻しを行って表面を硬化させる 窒化(Nitriding) 鋼表面に窒素を浸透させて硬化する。
熱処理 焼ならし(Normalizing) 焼なまし(Annealing) 焼入れ(Quenching) 焼もどし(Tempering) 結晶粒を微細化し、組織の不均一をなくす.変態点以上の温度から急冷 焼なまし(Annealing) 鋼を軟らかくする.変態点以上の温度から徐冷 焼入れ(Quenching) 硬く強くする.変態点以上の温度から極急冷 焼もどし(Tempering) 焼入れ、焼ならしした鋼の硬さを減じて粘さを高める.変態点以下の温度で保持後,急冷 等温変態(Isothermal transformation) 炉に入れて等温保持して変態を起こす 焼き戻しのこと 表面硬化(Surface-hardening) 表面を硬くして耐摩耗性を向上し、内部 の粘り強さ(耐衝撃性;靭性)は保持する 浸炭(Carburizing) 低炭素鋼を浸炭剤の中で加熱し、表面に 炭素を浸透させて高炭素鋼とし、浸炭後に 焼入れ、焼戻しを行って表面を硬化させる 窒化(Nitriding) 鋼表面に窒素を浸透させて硬化する。
【炭素鋼の平衡状態図】 純鉄はα鉄、γ鉄、δ鉄の3つの 同素体を持つ δ固溶体:δ鉄に少量のCを含む (オーステナイト;常磁性体) α固溶体:α鉄にごく少量のCを含む (フェライト;強磁性体) 炭化鉄(Fe3C):セメンタイトと呼ぶ 鉄:0.02%C以下、鋼:0.02~2.14%C (軟鋼;0.1~0.3%C)、鋳鉄:2.14~6.69%C
平衡状態図 純鉄はα鉄、γ鉄、δ鉄の3つの 同素体を持つ δ固溶体: δ鉄に少量のCを含む γ固溶体: γ鉄に2.14%以下のCを含む (オーステナイト;常磁性体) α固溶体: α鉄にごく少量のCを含む (フェライト;強磁性体)
熱処理と炭素鋼組織の関係 γ⇔ C固溶可 727℃ α⇔ C固溶不可→Fe3C
熱処理と炭素鋼組織の関係 γ⇔ C固溶可 α⇔ C固溶不可→Fe3C 727℃ 除冷(ゆっくり時間をかけて冷却した場合) α⇔ C固溶不可→Fe3C 除冷(ゆっくり時間をかけて冷却した場合) α+Fe3C ⇔ パーライト 急冷(強制的に水などで急激に冷却した場合) αにCが固溶 ⇔マルテンサイト
焼ならし 焼なまし 焼戻し 焼入れ 熱処理と炭素鋼組織の関係 α⇔ C固溶不可→Fe3C 除冷(ゆっくり時間をかけて冷却した場合) α⇔ C固溶不可→Fe3C 焼ならし 焼なまし 除冷(ゆっくり時間をかけて冷却した場合) α+Fe3C ⇔ パーライト 急冷(強制的に水などで急激に冷却した場合) αにCが固溶 ⇔マルテンサイト 極微細パーライト⇔トルースタイト 微細パーライト ⇔ソルバイト 焼戻し α+Fe3C+マルテンサイト ⇔ベイナイト 焼入れ
熱処理 焼ならし:鋳造や鍛造による粗大化した結晶粒を微細化して均一な組織にするための処理 焼なまし:加工した素材や工作物のひずみを除去して軟化させ,延性,展性や切削性を改善するために行う処理 焼入れ:製品の強さや硬さを増加させる処理 焼戻し:焼入れに続いて行う処理で,硬くもろい焼入れ組織に粘さを与える処理
熱処理 焼ならし:適当な温度で加熱,一定時間保持した後に,空中(やや早く)で冷却する. 焼なまし:適当な温度で加熱,一定時間保持した後に,炉中(ゆっくり)で冷却する. 焼入れ:焼入温度に加熱して,一定時間保持した後に急冷(急激に)する. 焼戻し:適当な温度で加熱,一定時間保持した後に,冷却する.
【市販炭素鋼の組織成分と顕微鏡写真】
焼入れ 焼入れは,C量,焼入温度,冷却速度に関係する.焼入れ硬化の期待できるのはC量0.3%以上である.
焼入れ 普通焼入れ 焼入温度から水中あるいは油中に連続冷却する方法.C量が多いと焼割れ,ひずみが生じやすい. 時間焼入れ 焼入温度から水中に焼入れし,常温まで放置せずに引き上げて空冷する方法.焼割れとひずみが防止できる. 等温焼入れ 焼入温度からある一定に保たれた溶融金属,溶融塩の熱浴し,適当な時間を保持した後に空冷する.
等温変態 等温変態,恒温変態(Time-temperature transformation curve, TTT曲線)(しばらくしてから変態が始まり,そしてその変態はある時間を経過してから完了する)
焼入れ 等温焼入れ ○マルクエンチ(マルテンサイトにするためのクエンチング(焼入れ))Ms点直上で,塩浴あるいは油浴し,全体が同一温になるまで保持してから,空冷してマルテンサイト変態させる.(焼割れ,ひずみを防止して焼入硬化) ○オーステンパ(オーステナイトをテンパリング(焼戻し))Msから鼻下温度の塩浴あるいは鉛浴で焼入れし,等温変態が完了するまで保持した後に空冷してベイナイトに変態させる.(強靭でかつ焼割れ,ひずみを防止,大型部品には内部にパーライト組織が残るので使えない) ○マルテンパ(マルテンサイトにするためのテンパリング(焼戻し))MsとMfの間の温度で焼入れし,等温変態が完了するまで保持し,その後空冷する.(時間がかかりすぎる)
焼入れ
焼入れ後の処理 サブゼロ処理 残留オーステナイトは室温で放置すると,時間が経つにつれてマルテンサイトに変態して,体積が膨張するため寸法変化が生じる. これを防止するため焼入れ直後に,液体空気やドライアイスなどの冷却剤で-80℃前後のゼロ度以下の温度で保持し,すべての組織をマルテンサイトに変態させる処理
焼戻し 焼入れした後に行う熱処理 不安定なマルテンサイトを分解し,過飽和のCをセメンタイトFe3Cとして析出させ,安定な組織を得る.加熱温度が高くなるほど軟化して粘さが増加する. 焼戻脆性
【焼ならし(Normalizing)】 結晶粒を微細化し、組織の不均一 をなくす A3またはAcm変態点以上に加熱して、オーステナイト化して空冷する(急冷)
焼ならし 鋼の焼ならし 鋼をA3,Acm点より40~60℃高い温度で加熱して,一様なオーステナイト組織にした後に,静かに空冷する. ○鋳鋼品,鍛鋼品の粗大組織や過熱組織を微細化して均一な組織にし,機械的特性を改善する.
加工熱処理 塑性加工と熱処理を有機的に組み合わせた材料の強化方法(Thermo-Mechanical Treatment, TMT) オースフォーミング(オーステナイトにしてからフォーミング(加工)する)オーステナイト化温度から急冷して,Ms点以上の温度で一度保持し,この保持温度で加工(圧延,鍛造などの塑性加工)を加えた後に,焼入れ,焼戻しを行う.
オースフォーミング
【焼なまし(Annealing)】 鋼を軟らかくする ・完全焼なまし A3またはA3-1変態点以上に加熱し、オーステ 鋼を軟らかくする A3またはA3-1変態点以上に加熱し、オーステ ナイト化し、炉中冷却(徐冷)でA1点で オーステナイトをパーライトに変態させる ・完全焼なまし ・球状化焼なまし 鋼中のセメンタイトを球状化して被切削性を向上する
【窒化:Nitriding】 鋼表面に窒素を浸透させて硬化する。 窒化温度は500~550℃でアンモニアガス などを使用する。 急冷焼入れなどの熱処理なし
【表面硬化(Surface-hardening)】 表面を硬くして耐摩耗性を向上し、内部 の粘り強さ(耐衝撃性;靭性)は保持する 表面をオーステナイト化して急冷する :高周波焼入れ、炎焼入れ 表面の化学成分を変化させて表面処理する :浸炭、青化、窒化
【浸炭:Carburizing】 低炭素鋼を浸炭剤の中で加熱し、表面に 炭素を浸透させて高炭素鋼とし、浸炭後に 焼入れ、焼戻しを行って表面を硬化させる マルテンサイト化 固体浸炭:木炭粉に炭酸バリウム(BaCO3)を 混合して炉中で加熱 液体浸炭:青化物(NaCN,KCN)を基剤とした 塩浴中で浸炭 ガス浸炭:一酸化炭素、メタン、プロタン、 ブタンを気密にした炉中で加熱
窒化処理 ○プラズマ窒化(イオン窒化) ○塩浴軟窒化 (HNTT) ○浸硫窒化 ○ガス軟窒化 ○ガス窒化(HNTG) 1923年、A.Fryによってアンモニアの分解ガスを用いたのが最初です。500~550℃に加熱したアンモニア分解ガス中で、50~150時間処理します。この時のアンモニアの分解率は30%前後にします。この処理によって深さ0.2~0.3mm、1000~1200HVの硬さが得られます。耐摩耗性、耐食性に優れた特性が得られますが、処理時間の長いのが欠点です。 ○プラズマ窒化(イオン窒化) 窒化時間の長いのを補う目的で開発されたのがプラズマ窒化です。イオン窒化とも呼んでいます。この処理は低減圧の真空中により、放電によって行うガス窒化の一種です。図36に示すごとく、処理物を陰極、容器を陽極とし0.5~10Torrの真空中で約500Vの電圧をかけ放電を行います。この時アンモニアを導入すると窒化が行われるのです。窒化時間は数時間で良く、ガスも節約でき公害もありません。また、処理温度は450~570℃です。処理雰囲気には窒素と水素の混合ガスが多く用いられています。 ○塩浴軟窒化 (HNTT) 塩浴軟窒化の代表的な処理はタフトライドです。この処理は青酸カリや炭酸カリなどをチタンるつぼに入れて溶融し、この中に空気を吹き込みながら処理を行う方法です。処理温度は570℃前後、時間は30~240分程度、加熱後は油冷か水冷を行います。用いられる鋼はオールマイティと云っても過言ではない位全ての材料に適しています。ただ、シアンの問題があり、最近ではシアン公害をゼロにした処理も開発されています。ガス窒化やプラズマ窒化と大きく異なる点は、後述するガス軟窒化と同様に、窒素と炭素が同時に侵入し、炭窒化物が形成されることです。 ○浸硫窒化 窒素と硫黄を同時に侵入拡散させる処理です。塩浴軟窒化性浴の中に硫黄化合物を添加し、窒素化合物と硫黄化合物を同時に鋼表面に生成させる方法です。この処理には高濃度のものと低濃度の処理があり、また、比較的低温で行う電解浸硫窒化処理も行われています。いずれの場合も耐摩耗性と耐焼付き性が改善されます。 ○ガス軟窒化 軟窒化をガスによって行う方法で、公害は全くありません。この処理にはアンモニアガスと浸炭性ガスを混合して使う場合と、尿素を分解して用いる方法とがあります。 アンモニアガスと浸炭性ガスを1:1の割合で混合して用いる軟窒化は、ガス軟窒化の主流です。この他窒素ガスベースのものもあります。また、尿素の熱分解で生じたCOとNで軟窒化を行う方法もあります。処理温度や時間は他の軟窒化法と同じです。表面の白層がε窒化物(Fe2-3N)です。
その他の表面処理 ○ボロナイジング(ほう化処理) ○炭化物被覆処理 ○水蒸気処理(ホモ処理) 鋼の表面にFeB(約2000HV)、Fe2B(約1600HV)のボロン化合物を生成させ、これらの持つ高い硬さ値と非金属的物性によって耐摩耗性、耐焼付き性の改善を図る処理をボロナイジング又はほう化処理と呼んでいます。処理方法には固体、液体、気体の3通りがあります。いずれも日本では余り行われていませんが、ヨーロッパでは耐摩耗部品や金型類に汎用されています。最表面には処理方法と条件によって異なりますが、反応生成物としてFeB、Fe2Bが生成されます。耐摩耗性の観点からはFe2B単相の方が好ましいです。処理温度は1000℃前後の高温で行われるため、ひずみの発生があります。これらを考慮して処理することが大切です。 ○炭化物被覆処理 炭化物被覆処理法にはPVD(物理的蒸着法)やCVD(化学的蒸着法)のようなドライコーティング、TRD(VC炭化物コーティング)のようなウエットコーティングの2通りがあります。いずれの場合も鋼表面に硬い炭化物あるいは窒化物を生成させる方法です。PVDやCVDには色々な方法があり、硬質皮膜もTiN、TiC、TiCN、TiAlNなど、また、硬質皮膜のみならず光学的、物理的皮膜が種々検討され、すでに実用化されている皮膜も少なくありません。また、TRDは表面に硬いVC炭化物を生成させるもので、すでに実用化され金型など広範囲で使用されています。この処理は、素地と炭化物層の相互拡散によって密着強さが高く、はく離を起こし難い特徴がありますが、高温処理のため大きなひずみが発生しやすく、この問題解決にはある程度の経験が必要です。なお、最近ではα区域の低温で炭窒化物被覆する方法も開発されています。 ○水蒸気処理(ホモ処理) 鉄には一酸化鉄(FeO)、三酸化鉄(Fe2O3)、四酸化鉄(Fe3O4)の3種類の酸化鉄があります。FeOは白さび、Fe2O3は赤さび、Fe3O4は黒さびと云われています。Fe3O4は多孔質で硬く、耐食性に富んでいるので表面改質に利用されます。この膜を作るのには水蒸気を用います。赤さびが生じないように、加圧水蒸気を350~400℃に予熱した後、500℃前後に加熱した過熱水蒸気を処理品に通じるとFe3O4膜ができます。温度が高すぎたり、時間が長すぎたりするとFe3O4はFe2O3に変化してしまいますので注意をして下さい。
時間内レポート⑬ プレス絞り型のつぎの3つの最適寸法とその理由を述べよ サブゼロ処理とは何か オーステンパ,マルテンパとは何か ポンチ肩部丸み半径 ダイス肩部丸み半径 クリアランス サブゼロ処理とは何か オーステンパ,マルテンパとは何か S曲線とは何か 表面硬化法を挙げよ
【焼入れ(Hardening, Quenching)】 :硬く強くする 加熱してオーステナイト化し、急冷して マルテンサイトにする 時間 温度 変態点 臨界区域 速く冷却 危険域 ゆっくり冷却 550℃ 250℃ Ms 硬くなり、同時に膨張し 焼割れが発生
・サブゼロ処理: 不安定な残留オーステナイトによる 経年変化を避けるためにマルテンサイト にする 焼入れ後、0℃以下に冷却する
【焼もどし(Tempering)】 焼入れ、焼ならしした鋼の硬さを 減じて粘さを高める A1またはA3-1変態点以下の温度に加熱 保持して冷却する トルースタイト: 250~300℃で硬く粘い性質を持つ (高級刃物) ソルバイト: 400~600℃で強靭で粘い(ばね、鋼線)
【等温変態】鋼を炉に入れて 等温保持して変態を起こす 等温変態曲線:Time-temp. transformation curve (TTT曲線、S曲線(S-curve))
【等温熱処理】 時間 温度 変態点 臨界区域 熱浴冷却 等温保持 オーステンパ マルテンパ 空冷 危険域 550℃ 250℃ Ms
・マルテンパ(マルクエンチ): マルテンサイト変態温度に保った 熱浴に焼入れした後、空冷する。 マルテンサイトとベイナイトの 混合組織(精密機械部品) ・オーステンパ:熱浴にオーステナイト化 した鋼を入れて等温変態させてベイナイト 組織を得る(強靭で、ひずみの発生や 焼割れを防止:工具、機械部品