Download presentation
1
第13章 工具材料 工具材料:硬質合金(WC、TiC)、サーメットおよびセラミック。 13.1 硬質合金の燒結機構 13.2 硬質合金の性質
第13章 工具材料 工具材料:硬質合金(WC、TiC)、サーメットおよびセラミック。 13.1 硬質合金の燒結機構 13.2 硬質合金の性質 13.3 サーメットおよびセラミック切削 工具材料
、サーメットおよびセラミック。 13.1 硬質合金の燒結機構 硬質合金の性質 サーメットおよびセラミック切削 工具材料.")
2
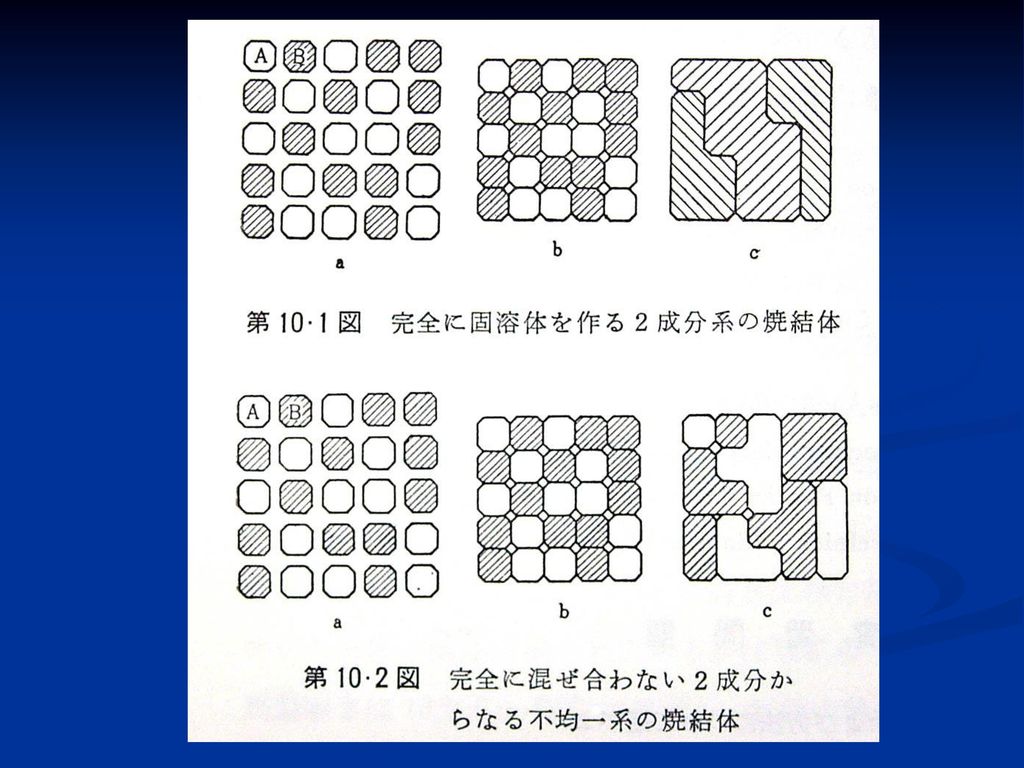
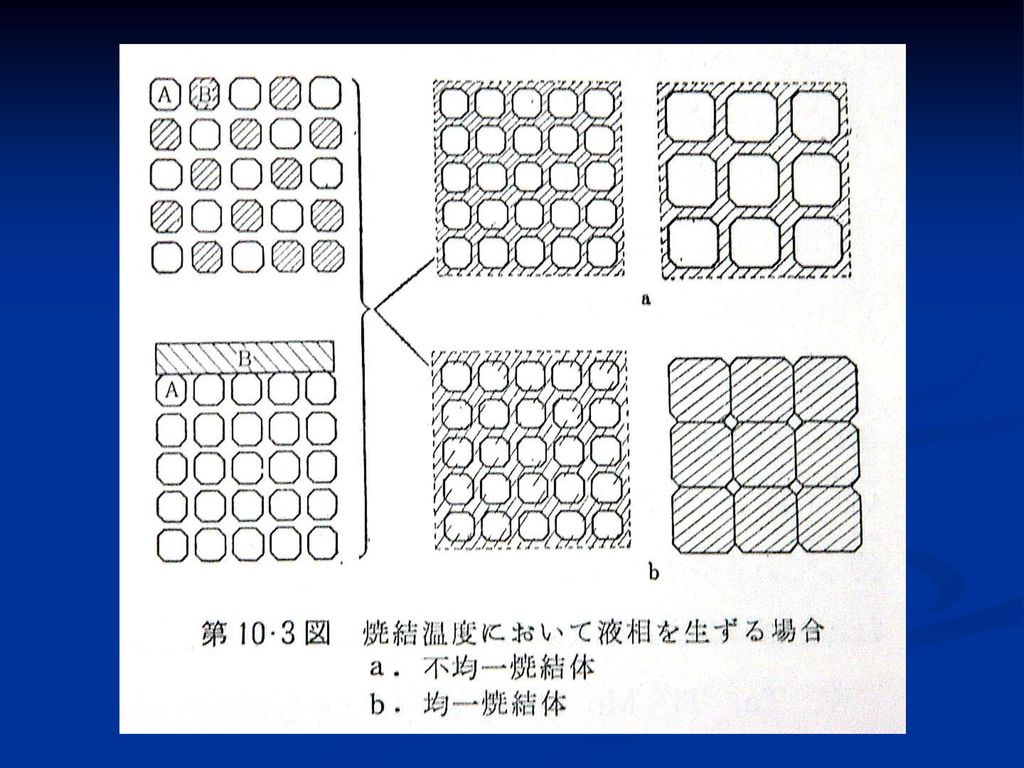
13.1 硬質合金の燒結機構 硬質金属の燒結 4つのケース: 1. A、Bは互いに固溶し、焼結体は均一な組織を生ずる。 2. 互いに固溶せず2相よりなる焼結体を形成する。あるいは、 互いに限界濃度を持つ場合も同様である。 3. B成分は融点が低いため溶融してA成分の間隙を充填する。 AはBを溶かすことなく、BはAを溶かしてその融点を降下 する。冷却で再び析出されてA、Bの2相になる。 4. B成分が溶けてAの間隙を満たすとともにA中に拡散して均 一な固溶体を作り、単相の焼結体となる。

5
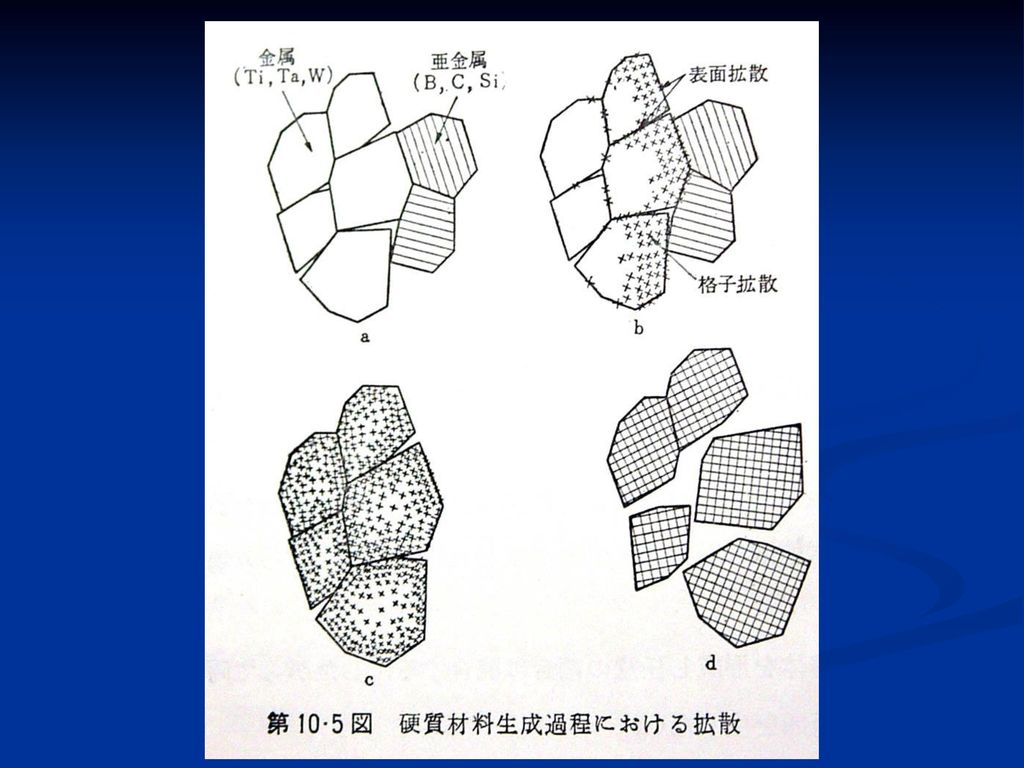
13.1.2 硬質合金の拡散現象 固体状態における2結晶の合体過程: Ⅰ、Ⅱ:低温融着、温度が低いため、拡散作用が進行 しない。 Ⅲ:表面拡散:温度の上昇とともに Ⅳ:格子拡散:さらに温度が上昇すると Ⅴ、Ⅵ:A結晶内にBが完全に溶け込んだ均質化の状態 になる。

7
拡散法則にしたがって状態図に準拠した組織: Ⅰ
拡散法則にしたがって状態図に準拠した組織: Ⅰ.両成分が連続的に固溶体を形成し任意の割合で混合する。 したがって両者の境界には濃度範囲を生じない。(TiC- TaC) Ⅱ.AおよびB成分は互いに固溶するが、B中にA、およびA中 にBが互いに限界溶解度を持つ場合で両者の境界に濃度帯 が生ずる。その範囲は処理温度によって変化する。 (ZrC-VC、WSi2-TiSi2) Ⅲ.各成分間に固溶体以外に中間相(化合物)ができる場合 にはそれらの間に多くの相が現れ、その温度に相当する相 が出現する。(MoSi2-TiSi2、WSi2-TiSi2)
 Ⅱ.AおよびB成分は互いに固溶するが、B中にA、およびA中 にBが互いに限界溶解度を持つ場合で両者の境界に濃度帯 が生ずる。その範囲は処理温度によって変化する。 (ZrC-VC、WSi2-TiSi2) Ⅲ.各成分間に固溶体以外に中間相(化合物)ができる場合 にはそれらの間に多くの相が現れ、その温度に相当する相 が出現する。(MoSi2-TiSi2、WSi2-TiSi2)")
8
硬質材料の生成過程 a. 金属:5個 Cなど:2個 b
硬質材料の生成過程 a. 金属:5個 Cなど:2個 b. 結晶の表面あるいは粒間の毛細管間隙に沿って拡散し、 温度の上昇とともに金属の格子中に浸透する。 c. さらに温度が上昇すると逐次内部に進行し新しい結晶を 作る。しかし、表面と内部濃度差がある。 d. 温度が十分高い場合、均一に拡散し新しい結晶になる。 温度は十分ではないとき、粒界に沿って数種の相が現れる。

10
13. 2 硬質合金の性質 硬質合金:WCを主体とする。TiCもある。 2種類:. 1. short chipping WC-Co
13.2 硬質合金の性質 硬質合金:WCを主体とする。TiCもある。 2種類: 1. short chipping WC-Co (鋳鉄、ガラスなどの加工に適するもの) 2. Long chipping (鋼の切削)TiC、TaCを添加した WC-TiC-Co、WC-TiC-TaC-Co Cratering:切削耐久度の低下(TiC、TaCで改善) TiCとTaC同時添加:short chippingとlong chipping併用合金
 2. Long chipping (鋼の切削)TiC、TaCを添加した WC-TiC-Co、WC-TiC-TaC-Co Cratering:切削耐久度の低下(TiC、TaCで改善) TiCとTaC同時添加:short chippingとlong chipping併用合金.")
11
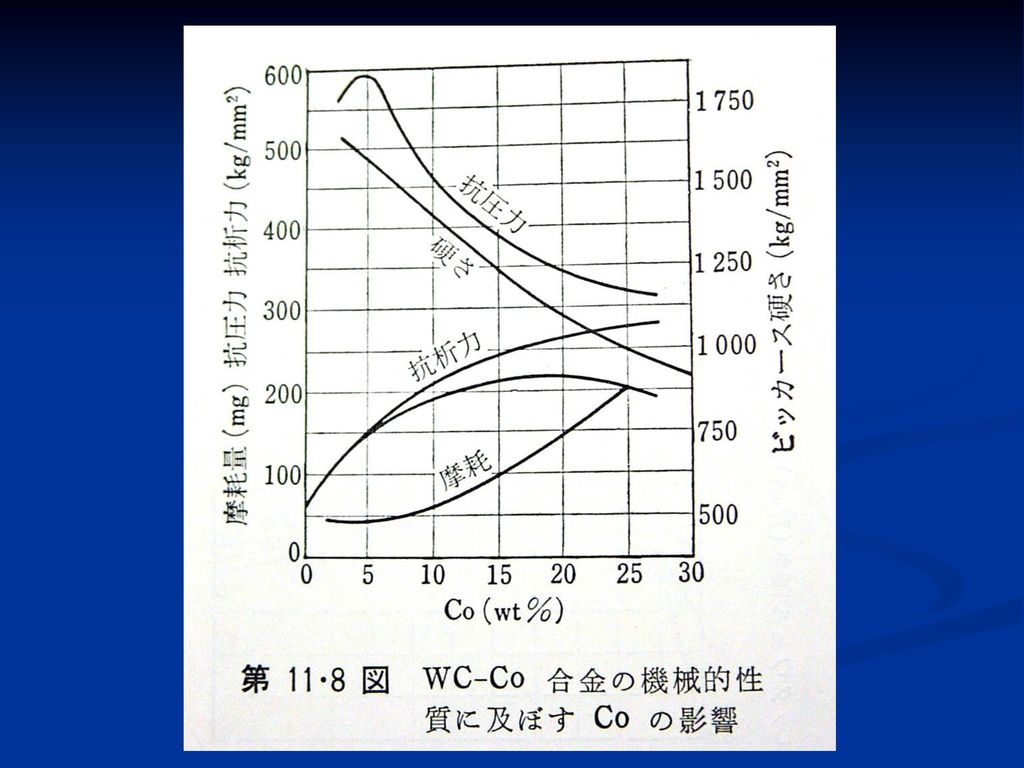
13.2.1 WC-Co系硬質合金 *切削工具として、鋳鉄、陶磁器のような脆く て硬い材料に適し、また耐摩性に富むので伸 線用ダイスに利用される。 *性質の指標: 粒度、硬さ、抗折力、耐摩性、切削性など

12
Coの濃度が増加すると: 1. 密度:密度低下 2. 硬さ:低下 3. 抗折力:上昇 4. 抗圧力:低下 5. 衝撃値:燒結温度と関係ある 6. 引っ張り強さおよび伸び:脆いため、正確に測定しにく い。 7. その他:熱伝導度、膨張係数、比熱、磁性、腐食性、酸 化性 8. 切削性:組成と組織に関係する α1(Coわずかに固溶したもの)の組織に富む微粒組織 からなるものは耐久性良い。 9. 耐摩性:他の金属材料より優れている。
の組織に富む微粒組織 からなるものは耐久性良い。 9. 耐摩性:他の金属材料より優れている。")
14
WC-Coの使用範囲(表11-13)
")
15
WC-TiC-Co系 *WC-CoにTiC添加、硬さ、耐酸化性、高温強度向上. long chippingに(鋼)
WC-TiC-Co系 *WC-CoにTiC添加、硬さ、耐酸化性、高温強度向上 long chippingに(鋼) TiCの添加で、熱伝導度が下がり、融着性の改善 Crateringの減少によって切削耐久性がアップされる。 耐酸化性の向上で耐摩性が良くなる。 使用範囲:(表11-18) WC-TaC(NbC)-Co系 結晶の微細化、炭化物成長の防止で硬さ向上 WC-TiC-TaC(NbC)-Co系 Short and long 併用
 TiCの添加で、熱伝導度が下がり、融着性の改善 Crateringの減少によって切削耐久性がアップされる。 耐酸化性の向上で耐摩性が良くなる。 使用範囲:(表11-18) WC-TaC(NbC)-Co系 結晶の微細化、炭化物成長の防止で硬さ向上 WC-TiC-TaC(NbC)-Co系 Short and long 併用.")
16
WC-TiC-Coの使用範囲(表11-18)
")
17
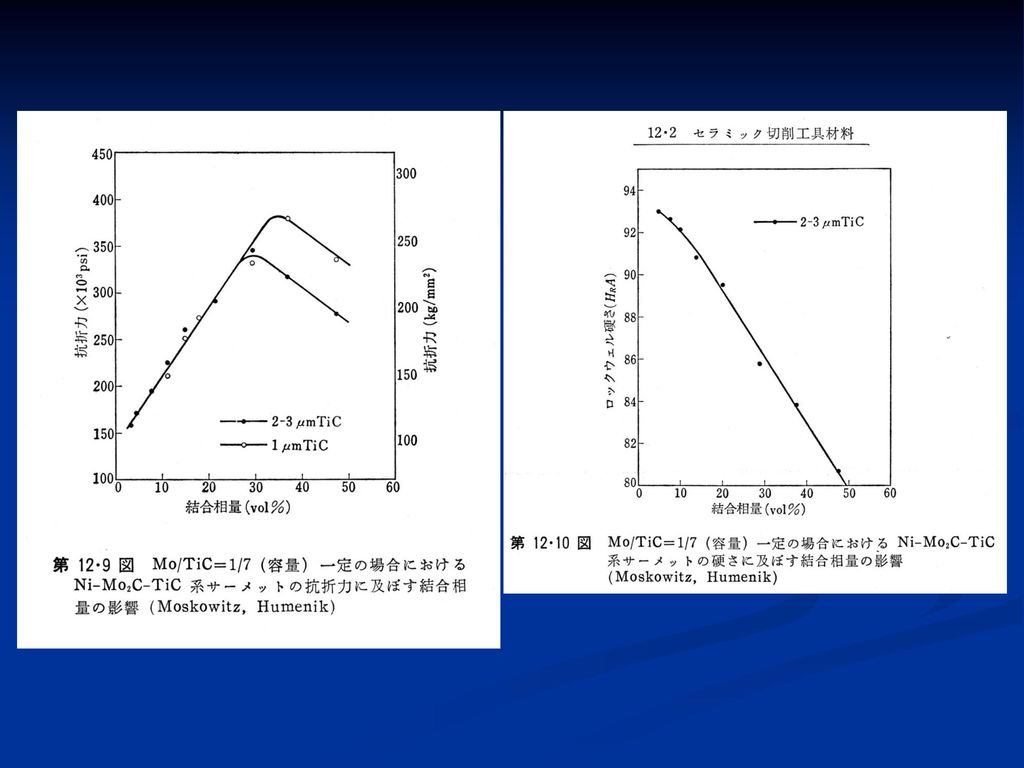
13.3 サーメットおよびセラミック切削工具材料 13.3.1サーメット ceramicとmetalと結合した複合材料 TiC+結合相Ni WCより硬く、耐熱性が優れている。 高速切削に適するが、脆い欠点がある。 製造法: * TiC粉末にNi粉末 *無水で湿式混合(Mo添加、濡れ性改良のため) *減圧で有機物を飛ばす。 *潤滑剤添加、1t/cm2の圧力で圧粉体を作成する。 * 800〜1500℃の水素あるいは真空下で予備燒結 *加工成形 * 1300〜1500℃で1時間真燒結で焼結体が得られる。 性質:Niの添加率によって変化する抗折力と硬さ
 *減圧で有機物を飛ばす。 *潤滑剤添加、1t/cm2の圧力で圧粉体を作成する。 * 800〜1500℃の水素あるいは真空下で予備燒結 *加工成形 * 1300〜1500℃で1時間真燒結で焼結体が得られる。 性質:Niの添加率によって変化する抗折力と硬さ.")
19
13. 3. 2セラミック切削工具材料 Al2O3:融点2000℃ 製造法: . アルミナ粉をボールミルで粉砕する
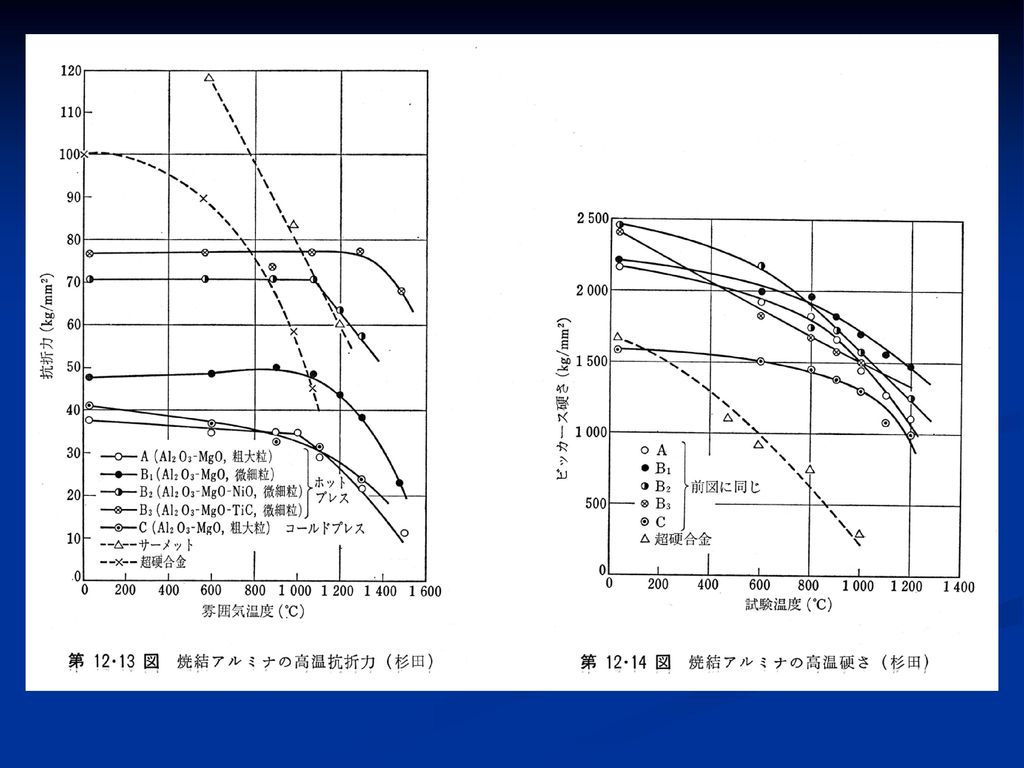
13.3.2セラミック切削工具材料 Al2O3:融点2000℃ 製造法: アルミナ粉をボールミルで粉砕する 1000℃で予備燒結(着色除去) 加工成形 本燒結 性質: αAl2O3はTiCより軟質であるが、燒結したものはサーメットより硬い。切削工具中最も硬いもの。 高温で強度低下しない。 抗折力が低いけど、1000℃以上は良い。
 加工成形 本燒結 性質: αAl2O3はTiCより軟質であるが、燒結したものはサーメットより硬い。切削工具中最も硬いもの。 高温で強度低下しない。 抗折力が低いけど、1000℃以上は良い。")



![セラミックス セラミックスの製造法 2 第 8 回 6月 11 日 ( 水). [2]セラミックスの種々の焼結法 (1)ホットプレス法(Hot Pressing:HP法)[:図 参 照] :カ-ボン製の型に原料粉末を入れ、 高周波加熱によりカ-ボン型を加熱し ながら加圧して焼結する方法 圧力:200~400kg/cm.](/39/11031099/big_thumb.jpg "セラミックス セラミックスの製造法 2 第 8 回 6月 11 日 ( 水). [2]セラミックスの種々の焼結法 (1)ホットプレス法(Hot Pressing:HP法)[:図 参 照] :カ-ボン製の型に原料粉末を入れ、 高周波加熱によりカ-ボン型を加熱し ながら加圧して焼結する方法 圧力:200~400kg/cm.>")

. セラミックスの物性 ーセラミックスの材料物性ー 機能大分類: ① 熱的機能 ② 機械的機能 ③ 生物・化学的機能 ④ 電気・電子的機能(含 磁気材料関連) ⑤ 光学的機能 ⑥ 原子力関連機能.>")
 稠密六方晶格子( hcp ) 面心立方格子( fcc ) Cu 、 Ag 、 Au 、 Al 、 Ni 等 Mg 、 Zn 、 Ti 等 Fe 、 Mn 、 Mo 、 Cr 、 W 、 大部分の鋼 等 充填率.>")

 セラミックスの物性②.>")
 1成分系の相平衡 相律 クラペイロン・クラウジウスの式 (2) 2成分系の相平衡 液相―気相平衡>")



 担当教員:永山 勝久.>")

 担当教員:永山 勝久.>")
 セラミックスの物性.>")

 Cu系:(20〜50)%Cu-W、(35〜65)%Cu-WC.>")
 予備燒結の必要性 圧力に耐えるため>")

