実務フォロー研修 ボイラの水管理 平成11年3月1日 清 掃 研 究 所
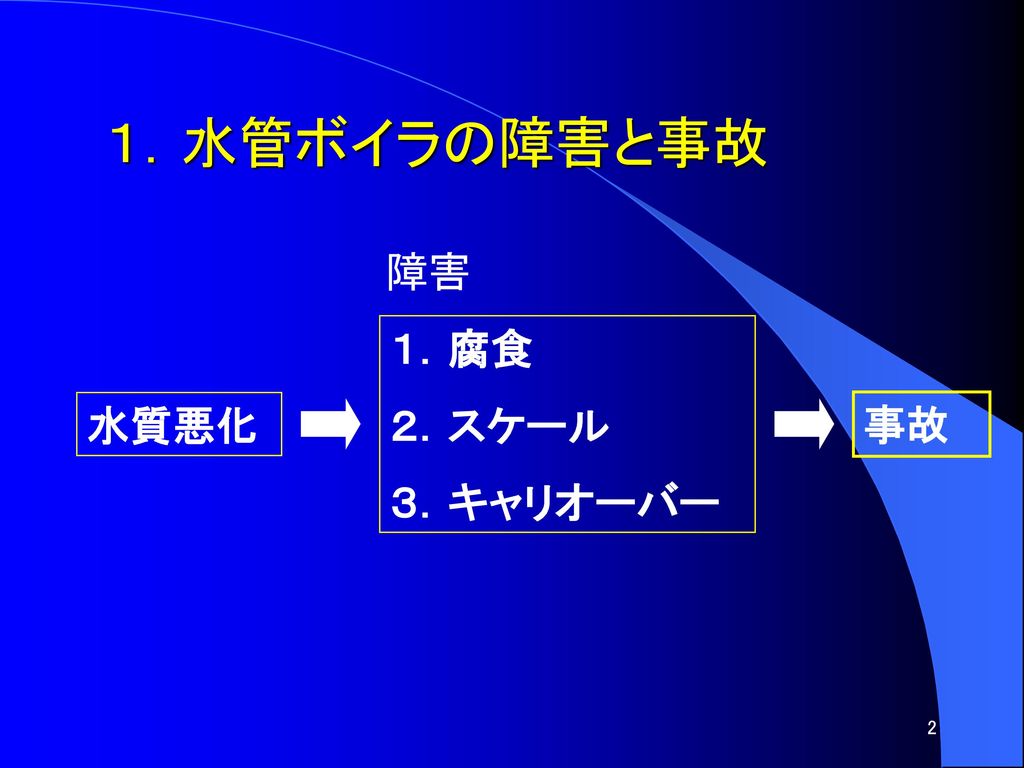
1.水管ボイラの障害と事故 障害 1.腐食 2.スケール 3.キャリオーバー 水質悪化 事故 1.日本の水缶ボイラの事故原因のトップは、水質の問題であり、事故件数の 1/3を占めている。 2.この統計の 事故とは、破裂や水漏れなど運転が継続できない状態 障害とは、熱効率の低下、蒸気純度の低下で、運転を継続 できる状態 3.障害の程度が進むと、事故になる。 4.事故を減らすには、水質による障害を防止することが有効 5.
2.水質に起因する障害の種類 (1) 腐 食 (2) スケール (3) キャリーオーバー
3.腐 食 原因による分類 (1)pHの不適切による腐食 (2)溶存酸素による腐食
3.1 pHによる腐食 (1) pH低下 全面腐食 (2) pH上昇 濃縮層にアルカリ腐食 蒸発管の 全面腐食
3.1 対 策(pHによる腐食) ・適切なpH管理のために ①清缶剤の注入量を調節する ②ブロー量を調節する
3.2.溶存酸素による腐食 点食として発生 エコノマイザーの点食
3.2 対 策(溶存酸素による腐食) ①十分な脱気 給水の溶存酸素濃度を下げる ②ボイラ水中の脱酸素剤の維持する 3.2 対 策(溶存酸素による腐食) ①十分な脱気 給水の溶存酸素濃度を下げる ②ボイラ水中の脱酸素剤の維持する 注入点は、脱気器の上流側にする
4.スケール 原因による分類 (1)硬度成分による (2)シリカによる (3)酸化鉄などによる
参考1 スケール物質の熱伝導率
参考2 スケール付着量と燃料使用量(例) シリカ主体スケール 炭酸塩主体スケール
4.1 硬度成分によるスケール 炭酸塩硬度成分 スラッジになりやすい 非炭酸塩硬度成分 スケールになりやすい 蒸発管の膨出
4.1 対 策(硬度成分によるスケール) ①良質な純水を使う 純水装置の維持管理 ②清缶剤による除硬 硬度成分をリン酸塩の沈殿にして、 4.1 対 策(硬度成分によるスケール) ①良質な純水を使う 純水装置の維持管理 ②清缶剤による除硬 硬度成分をリン酸塩の沈殿にして、 ボトムブローで排出
4.2 シリカによるスケール 硬質で熱をとおしにくいスケールになりやすい シリカ : SiO2 珪酸質 シリカゲル 4.2 シリカによるスケール 硬質で熱をとおしにくいスケールになりやすい シリカ : SiO2 珪酸質 シリカゲル 例 やかん(ケトル)の水あか
4.2 対策(シリカ) ①純水装置(混床式)で除去する ②清缶剤のアルカリ(水酸化ナトリウム)と 反応させて、珪酸ソーダとして、連続ブロー、 4.2 対策(シリカ) ①純水装置(混床式)で除去する ②清缶剤のアルカリ(水酸化ナトリウム)と 反応させて、珪酸ソーダとして、連続ブロー、 ボトムブローで排出させる (アルカリ処理の場合)
4.3 酸化鉄等によるスケール 給水系統、復水系統の腐食生成物(サビ) がボイラ内のスラッジ(かまどろ)、スケール になりやすい
5.3 対 策(酸化鉄等によるスケール) ①給水系統や復水系統の防食効果の 高い脱酸素剤を利用する ②脱酸素剤は、給水系統の上流側に 5.3 対 策(酸化鉄等によるスケール) ①給水系統や復水系統の防食効果の 高い脱酸素剤を利用する ②脱酸素剤は、給水系統の上流側に 注入する
5.キャリーオーバー (1)フォーミング (2)プライミング (3)シリカの選択的キャリオーバー スーパヒータの噴破
5.1 フォーミング(泡立ち) 伝熱面で発生した泡が汽水ドラムの 水面まで来ても破れずに、ドラム内に充満する現象 泡が蒸気に混ざる 5.1 フォーミング(泡立ち) 伝熱面で発生した泡が汽水ドラムの 水面まで来ても破れずに、ドラム内に充満する現象 泡が蒸気に混ざる キャリーオーバー
5.1 フォーミングの原因と対策 原因 ボイラ水の過剰濃縮 Mアルカリ度、全固形分が高い 対策 適切な薬注とブロー
5.2 プライミング 汽水ドラム内にしぶきが異常に飛び散る現象 しぶきが蒸気に混ざる キャリーオーバー
5.2 プライミングの原因と対策 原因 急激な負荷増大 多量の薬注 対策 急激な負荷変動をさける 薬注はゆっくり、連続的に
5.3 シリカの選択的キャリオーバー 例 A工場 280℃ 21kg/cm2 最高100mg/m3 まで溶ける シリカは蒸気に溶解しやすい
5.3 シリカスケール 原因と対策 原 因 ボイラ水の過剰濃縮 純水装置からのリーク 対 策 適正なブロー 純水装置の管理 5.3 シリカスケール 原因と対策 原 因 ボイラ水の過剰濃縮 純水装置からのリーク 対 策 適正なブロー 純水装置の管理 管理値 蒸気中のシリカ濃度を0.02ppm 以下に保つ
6.ボイラの損傷 実例-1 H.4.11.30 K清掃工場 2号炉 定期点検の水圧試験 20番過熱器管の 6.ボイラの損傷 実例-1 H.4.11.30 K清掃工場 2号炉 定期点検の水圧試験 20番過熱器管の 蒸気入口側天井部より400mmの右側45 度の位置から水漏れ 貫通痕の最大径 7.3φ 原因 缶水のキャリオーバーによるアルカリ 腐食 葛飾工場 過熱器付き自然循環式水管ボイラ 最高使用圧力 23.0kg/cm2 最大蒸発量 58.8 t/h 蒸気温度 280℃ 三菱重工
6.ボイラの損傷 実例-2 第1回目 ボイラ過熱器管破孔について H.4.2.11 M清掃工場 1号ボイラ 6.ボイラの損傷 実例-2 第1回目 ボイラ過熱器管破孔について H.4.2.11 M清掃工場 1号ボイラ 定期試験時の水圧試験 ドラム側13列目 上より5段目直管部より水漏れ 腐食は過熱器全体に散在 原因 アルカリ腐食? 復旧 過熱器管全数交換 33日間 目黒工場
6.ボイラ水の事故 実例-3 平成4年11月8日15:15 O清掃工場発電所 蒸気発生量30t/h 給水量33t/h 炉上部温度低下 6.ボイラ水の事故 実例-3 平成4年11月8日15:15 O清掃工場発電所 蒸気発生量30t/h 給水量33t/h 炉上部温度低下 2号ボイラ 左側第1側壁伝熱管破孔 原因 保守不備 (電気事故詳報) ダスト摩耗と推定 対応 短管(1m)4本取替 参 考 ボイラ水のCa硬度、Mアルカリ度 大井工場 自然循環式コーナチューブボイラ 最大蒸発量 31.5 t/h 最高使用圧力 18 kg/cm2 常用使用圧力 16 日立造船 BT 麩沢 良策
6.ボイラ水の事故 実例-4 平成4年8月3日21:50 S清掃工場発電所 スートブロー実施中 ドラム水位低下 6.ボイラ水の事故 実例-4 平成4年8月3日21:50 S清掃工場発電所 スートブロー実施中 ドラム水位低下 1号ボイラ第2スクリーン水冷壁管 破孔 原因 スートブロワによるドレンアタック 枝管長10m、1回/日 対策 管4本を1m交換、プロテクタ取付 復旧 約3ヶ月 過熱器付き自然循環式水管ボイラ 最高使用圧力 26.0kg/cm2 最大蒸発量 36.0t/h 蒸気温度 290℃ 日本鋼管
7.ボイラの水管理とは ボイラ水の水質を 適切な状態に保ち、 水質に起因する、 障害を未然に防ぐこと
8.ボイラ水の処理方式 (1)ボイラ外処理 純水装置 脱気器 (2)ボイラ内処理 アルカリ処理 リン酸塩処理 (ブロー)
8.1 純水装置 目 的 原水の溶解性固形物除去 方 法 イオン交換樹脂 混床式 トラブル 過剰採水、樹脂の再生不良、 8.1 純水装置 目 的 原水の溶解性固形物除去 方 法 イオン交換樹脂 混床式 トラブル 過剰採水、樹脂の再生不良、 樹脂の汚染、チャンネリング 樹脂の劣化、 再生液の濃度不足
8.2 脱気器 目 的 給水注中の酸素、二酸化炭素除去 方 法 加熱式脱気 0.007ppm以下まで可能 トラブル 脱気器の腐食
8.3 アルカリ処理 定義 ボイラ水のpHを苛性ソーダなどの アルカリによって調節する処理方法 成分 苛性ソーダ pHの調整 8.3 アルカリ処理 定義 ボイラ水のpHを苛性ソーダなどの アルカリによって調節する処理方法 成分 苛性ソーダ pHの調整 リン酸ソーダ スケール防止 特徴 ボイラ水のpHとリン酸イオン濃度の 維持が容易
8.4 りん酸塩処理 定義 ボイラ水のpHをリン酸塩だけで調節 する処理方法 成分 リン酸塩の混合物 特徴 蒸発管のアルカリ腐食の予防を目的 8.4 りん酸塩処理 定義 ボイラ水のpHをリン酸塩だけで調節 する処理方法 成分 リン酸塩の混合物 特徴 蒸発管のアルカリ腐食の予防を目的 とする処理
9.清掃工場のボイラの特徴 ①伝熱面蒸発率が汎用ボイラより小さい 大田第1工場 29.1 t/hr・m2 中低圧のパッケージボイラ 60~110 ②保有水量が多い 葛飾工場 約200t 蒸発量58.8t/hr ③余熱利用設備が多いため、蒸気ライン、 復水ラインが長い
10.ボイラ水の管理値と実例 有明清掃工場の管理値 pH 9.5~10.3 電気伝導度 150μS/cm以下 pH 9.5~10.3 電気伝導度 150μS/cm以下 リン酸イオン 15~25 ppm ヒドラジン 0.1~0.2 ppm シリカ 5 ppm以下 全鉄(給水) 0.1 ppm以下 銅(給水) 0.05 ppm以下 アルカリ処理に近いリン酸塩処理を目指している
10.1 pH(H.9 有明工場)
10.2 電気伝導度(H.9 有明工場)
10.3 リン酸イオン(H.9 有明工場)
10.4 ヒドラジン(H.9 有明工場)
13.管理方法 マネジメントサイクル ①水質目標を決める(計画) ②ボイラの水処理(実行) 純水装置・脱気器の管理 薬注・ブロー・水質測定 13.管理方法 マネジメントサイクル ①水質目標を決める(計画) ②ボイラの水処理(実行) 純水装置・脱気器の管理 薬注・ブロー・水質測定 ③休炉時の内部点検(評価)
ボイラの水管理 おわり 東京都清掃研究所