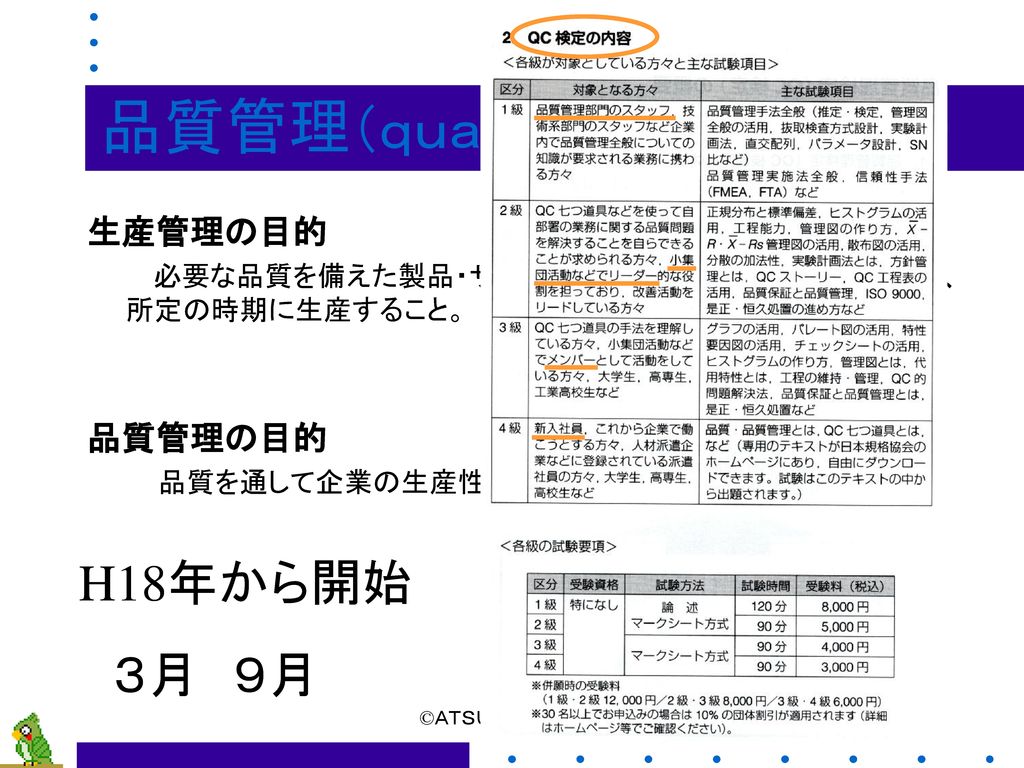
品質管理(quality management) 2017/3/1 品質管理(quality management) 生産管理の目的 必要な品質を備えた製品・サービスを、適切な価格で、適切な数量、所定の時期に生産すること。 品質管理の目的 品質を通して企業の生産性・経済性の向上をはかること。 H18年から開始 3月 9月 ©ATSUTO NISHIO
2017/3/1 品質とは 品質(quality) 品物・サービスの使用目的・初期目的を果たすために具備すべき性質・形状または形態を数量的に表した値または条件。 品質の良い悪いは、使い道により異なる。 ©ATSUTO NISHIO
品質の定義 W.E.Deming (1950年) “_______________は、最大に有効 2017/3/1 品質の定義 W.E.Deming (1950年) “_______________は、最大に有効 かつ市場性のある製品を最も経済的に生産するために、 生産の全段階に統計的手法を適用すること。 ©ATSUTO NISHIO
デミング・サイクル (Deming Cycle) 2017/3/1 デミング・サイクル (Deming Cycle) ©ATSUTO NISHIO
2017/3/1 品質の定義 J.M.Juran (1954年) “品質管理とは、品質仕様を設定し、これを実現するためのあらゆる手段の全体であり、統計的品質管理とはそれらの方法の中で、統計的手法に基礎付けられた部分をいう。” ©ATSUTO NISHIO
品質の定義 A.V.Feigenbaum(1968年) Total Quality Control (TQC) ©ATSUTO NISHIO 2017/3/1 品質の定義 A.V.Feigenbaum(1968年) Total Quality Control (TQC) ©ATSUTO NISHIO
品質の定義 日本工業規格(JIS) (1981年) “買い手の要求に合った品質お品物またはサービスを経済的に作り出すための手段の体系。 2017/3/1 品質の定義 日本工業規格(JIS) (1981年) “買い手の要求に合った品質お品物またはサービスを経済的に作り出すための手段の体系。 ©ATSUTO NISHIO
品質管理の定義 統計的品質管理(SQC) 総合的品質管理(TQC) “品質を通して企業の生産性・経済性の向上をはかること。” 2017/3/1 品質管理の定義 “品質を通して企業の生産性・経済性の向上をはかること。” 統計的品質管理(SQC) “品物を作る製造工程の途中で、不良品を作り出す原因を出きる限り迅速に発見し、不良原因を取り除いていくこと” “品質は検査により作られるのでなく、工程で作り込まれる” 総合的品質管理(TQC) “消費者を完全に満足させる最も経済的な水準で生産およびサービスできるよう社内各部門の努力を、品質の開発、品質の維持、および品質の改善のために、統括させる効果的な体系” ©ATSUTO NISHIO
コスト・売値と品質との関係 cost price 市場価格 生産原価 利益 qulity 企業の成立するする範囲 顧客の満足する範囲 q0 2017/3/1 コスト・売値と品質との関係 cost price 市場価格 生産原価 利益 企業の成立するする範囲 顧客の満足する範囲 q0 qulity ©ATSUTO NISHIO
品質管理の中心テーマ 品質管理活動の中核は、 ____________(quality assurance;QA) 品質保証は、 2017/3/1 品質管理の中心テーマ 品質管理活動の中核は、 ____________(quality assurance;QA) 品質保証は、 製品またはサービスのライフサイクルを通じて、 全ての段階で実施される。 ©ATSUTO NISHIO
品質保証の構成 ① 品質___ ② 品質___ ③ 品質___ ④ 品質___ ⑤ 品質___ ©ATSUTO NISHIO 2017/3/1 品質保証の構成 ① 品質___ ② 品質___ ③ 品質___ ④ 品質___ ⑤ 品質___ ©ATSUTO NISHIO
品質保証の技術 品質データを解析する技術 ⇒ _______ 品質を評価する技術 ⇒ ______ 2017/3/1 品質保証の技術 品質データを解析する技術 ⇒ _______ 品質を評価する技術 ⇒ ______ 顧客ニーズを製品に展開する技術 ⇒ ______ 品質情報を処理する技術 ⇒ ________ ©ATSUTO NISHIO
品質(作業の流れによる分類) ◎_________ (quality of target) 2017/3/1 品質(作業の流れによる分類) ◎_________ (quality of target) ◎_________(quality of design) ◎_________(quality of conformance) ◎_________(quality on sale) ◎_________(quality of use) ◎_________(quality after use) ©ATSUTO NISHIO
品質(顧客の要求を並列的に分類) 機能・性能 使用者の好み(色、大きさ等)-外観 耐用寿命、故障の有無 -信頼性 コストと価格 -効用 2017/3/1 品質(顧客の要求を並列的に分類) 機能・性能 使用者の好み(色、大きさ等)-外観 耐用寿命、故障の有無 -信頼性 コストと価格 -効用 メーカーの品質 ©ATSUTO NISHIO
品質(企業の各部門において使用する品質) 2017/3/1 品質(企業の各部門において使用する品質) 目標品質 営業-保証品質 技術-設計品質 製造-製造品質 検査-品質標準 品質標準(設計品質) 検査判定基準 保証品質 ©ATSUTO NISHIO
経営における品質管理の効果 ①_______________ ②_______________ ③_______________ 2017/3/1 経営における品質管理の効果 ①_______________ ②_______________ ③_______________ ④_______________ ⑤_______________ ⑥_______________ ⑦_______________ ©ATSUTO NISHIO
経営における品質管理の効果 ① 品質の向上 ② 生産量の増加 ③ 納期の確保 ④ コストの低減 ⑤ 組織活動の強化 ⑥ 作業意欲の向上 2017/3/1 経営における品質管理の効果 ① 品質の向上 ② 生産量の増加 ③ 納期の確保 ④ コストの低減 ⑤ 組織活動の強化 ⑥ 作業意欲の向上 ⑦ 販路拡張 ©ATSUTO NISHIO
品質コスト 品質を維持するための費用 不良による損失コスト + 不良低減のためのコスト 不良に関係しないコスト ∥ 総コスト 2017/3/1 品質コスト 品質を維持するための費用 不良による損失コスト + 不良低減のためのコスト 不良に関係しないコスト ∥ 総コスト ©ATSUTO NISHIO
統計的品質管理 (statistical QC;SQC) 2017/3/1 統計的品質管理 (statistical QC;SQC) 品質は統計的な法則でばらついている ↓ 品質をコントロールするためには 統計的手法を適用する ©ATSUTO NISHIO
品質を表す指標 品質特性(quality charactaristic) 品物の品質を表す指標 (1つの品物は複数の指標を持っている) 2017/3/1 品質を表す指標 品質特性(quality charactaristic) 品物の品質を表す指標 (1つの品物は複数の指標を持っている) 品質特性値 品質特性を示す値 ©ATSUTO NISHIO
2017/3/1 製品品質のバラツキ 製造の目標である品質(設計品質)を定め、製造工程の標準化を行っても、実際に製造された製品の品質(製造品質)には必ずバラツキがある。 バラツキの原因 ・ __________ (chance causes) - どうにもならない原因 ・ __________(assignable causes) - 処置できる原因 ⇒ 統計理論を適用 ©ATSUTO NISHIO
誤差の分布 (ガウスの誤差曲線) 誤差(error) = - 度数 許容範囲 0 誤差 計画値 ©ATSUTO NISHIO 2017/3/1 誤差の分布 (ガウスの誤差曲線) 誤差(error) = - 度数 許容範囲 0 誤差 計画値 ©ATSUTO NISHIO
QC七つ道具(QC7) 現場で発生する品質や原価、生産量などの問題を解決していくために役立つ基礎的な手法 2017/3/1 QC七つ道具(QC7) 現場で発生する品質や原価、生産量などの問題を解決していくために役立つ基礎的な手法 事実発見(fact finding)が中心 ① ヒストグラム (histogram) ② チェックシート (check sheet) ③ パレート図 (Pareto diagram) ④ 特性要因図 (cause and effect diagram) ⑤ 散布図 (scatter diagram) ⑥ 層別 (stratification) ⑦ 管理図 (control chart) ©ATSUTO NISHIO
2017/3/1 ヒストグラム ___________________________________。 ©ATSUTO NISHIO
2017/3/1 チェックシート ___________________________________。 ©ATSUTO NISHIO
2017/3/1 パレート図 __________________ ____________________。 ©ATSUTO NISHIO
パレート分析(ABC分析) A B C 項目(%) 割合(%) A区分 10~15 70~80 B区分 C区分 70~80 10~15 2017/3/1 パレート分析(ABC分析) (割合) 100% 項目(%) 割合(%) A区分 10~15 70~80 B区分 C区分 70~80 10~15 A区分の項目(品目)を重点管理する A B C (項目) 100% ©ATSUTO NISHIO
特性要因図 ____________________________________。 ↓ ______________ 魚骨図 2017/3/1 特性要因図 ____________________________________。 ↓ ______________ 魚骨図 ©ATSUTO NISHIO
2017/3/1 散布図 ______________ _______________。 ©ATSUTO NISHIO
2017/3/1 散布図 r≫0 r>0 r≪0 r<0 r≒0 -1≦r≦1 ©ATSUTO NISHIO
2017/3/1 相関 相 関 関 係 真 常に成立するとは限らない 相 関 係 数 ©ATSUTO NISHIO
層別 管理図は正規分布が前提である。 たとrば、異なる機械から生産された製品を1つにまとめてしまうと、 2017/3/1 層別 管理図は正規分布が前提である。 たとrば、異なる機械から生産された製品を1つにまとめてしまうと、 そのロットは正規分布とはならないことが多い。 機械Aからの製品 A+B 機械Bからの製品 ©ATSUTO NISHIO
層別(サンプリングの場合) 母集団 サンプル 母集団を特性に従ってグループ(層)に分けることにより、 サンプルをより母集団に近似させる。 2017/3/1 層別(サンプリングの場合) 母集団を特性に従ってグループ(層)に分けることにより、 サンプルをより母集団に近似させる。 たとえば、男女別、年齢別、世代別、職業別、職業別、地域別など 母集団 サンプル ©ATSUTO NISHIO
層別(管理図の場合) 層別には、 生産時間別、作業員別、 機械・装置別、 作業条件別、検査方法別、原材料別 などがある。 2017/3/1 層別(管理図の場合) 層別には、 生産時間別、作業員別、 機械・装置別、 作業条件別、検査方法別、原材料別 などがある。 層別して管理図を作成したとき、 層と層との間に差がなければ、それらを一緒にして1つの管理図で扱うことができる。 ©ATSUTO NISHIO
2017/3/1 管理図 ____________________________________。 ©ATSUTO NISHIO
管理図の構造 UCL CL LCL 許容範囲 =計画値 ± 3σ ・・・ 3シグマ管理図 計画値 (合格範囲) 許容範囲 2017/3/1 管理図の構造 計画値 UCL (合格範囲) 許容範囲 CL LCL 許容範囲 =計画値 ± 3σ ・・・ 3シグマ管理図 ©ATSUTO NISHIO
2017/3/1 管理図の種類 ©ATSUTO NISHIO
母集団と標本 母集団の性質(母数)を知りたい 母集団 ↓ 全数検査(100% inspection)が必要 全数検査は不可能な場合が多い 2017/3/1 母集団と標本 母集団の性質(母数)を知りたい ↓ 全数検査(100% inspection)が必要 全数検査は不可能な場合が多い なぜなら費用や時間がかかったり、 破壊検査(inspection with destroyment) 抜き取り検査 (sampling inspection) 母集団 (population) N 母数(パラメータ) ・・・ 未知 母平均 ( μ または m ) 母分散 ( σ ) 母標準偏差 ( σ ) 母比率 ( p ) 母集団の相関係数 ( r ) など 2 ©ATSUTO NISHIO
母集団と標本 X1 X2 抽出 (sampling) ・ 母集団 標本 Xn 推定(estimate) n N 2017/3/1 母集団と標本 X1 X2 ・ Xn 抽出 (sampling) 母集団 (population) 標本 (sample) 推定(estimate) n N 母数(パラメータ) ・・・ 未知 母平均 ( μ または m ) 母分散 ( σ ) 母標準偏差 ( σ ) 母比率 ( p ) 母集団の相関係数 ( r ) など 標本平均 ( x ) 標本分散 ( s ) 標本の標準偏差 ( s ) 標本比率 ( p ) 標本の相関係数 ( r ) など 2 2 ©ATSUTO NISHIO
有限母集団と無限母集団 無限母集団 有限母集団 工程 ロット サンプル データ ロット データ サンプル 2017/3/1 有限母集団と無限母集団 無限母集団 (infinit population) 工程 ロット サンプル データ 母集団 サンプル データ 有限母集団 (finit population) ロット データ サンプル ©ATSUTO NISHIO
データの中心傾向を示す尺度(指標) 。 データ : x1 ,x2 ,x3 ,・ ・ ・ xn ① 算術平均 ( x ) = ∑ xi 2017/3/1 データの中心傾向を示す尺度(指標) データ : x1 ,x2 ,x3 ,・ ・ ・ xn ① 算術平均 ( x ) = ∑ xi ( arithmetic mean ) x (n=2k+1) ② 中 央 値 ( x ) = x + x ÷2 (n=2k) ③ 最 頻 値 ( x ) = xi (fi 最大) ( mode ) n 1 n i=1 n+1 2 ~ ( median ) n n+1 2 2 。 ©ATSUTO NISHIO
データのバラツキを示す尺度(指標) データ : x1 ,x2 ,x3 ,・ ・ ・ xn ① 分散 ( σ ) = ∑ ( xi - x ) 2017/3/1 データのバラツキを示す尺度(指標) データ : x1 ,x2 ,x3 ,・ ・ ・ xn ① 分散 ( σ ) = ∑ ( xi - x ) ② 標準偏差 ( σ ) = √σ ③ 範囲 ( R ) = xmax - xmin 1 n 2 2 n ( variance ) i=1 2 ( standard deviation ) ( range ) ©ATSUTO NISHIO
2017/3/1 UCL,LCLを求めるための係数 ©ATSUTO NISHIO
x-R管理図 工程の変動を ① 中心傾向 - x 管理図(算術平均) 群の平均値を用いて群間の違いを評価する 2017/3/1 x-R管理図 工程の変動を ① 中心傾向 - x 管理図(算術平均) 群の平均値を用いて群間の違いを評価する ② バラツキ - R 管理図(範囲) 群の範囲を用いて工程の分散を評価する で調べる。 ©ATSUTO NISHIO
基本的な統計量 ( x-R 管理図の場合) サンプル(sample) x1,x2,x3,・・・・,xn 2017/3/1 基本的な統計量 ( x-R 管理図の場合) サンプル(sample) x1,x2,x3,・・・・,xn 平均値(算術平均 arithmetic mean) x = ∑ xi 範囲(R range) R = xmax ー xmin 1 n n i=1 ©ATSUTO NISHIO
管理図作成の手順( x-R 管理図の場合) ① サンプルを抜き取る。 ② 群ごとに平均値( x )および範囲( R )を求める。 2017/3/1 管理図作成の手順( x-R 管理図の場合) ① サンプルを抜き取る。 ② 群ごとに平均値( x )および範囲( R )を求める。 ③ 平均値の平均( x )および範囲の平均( R )を求める。 ④ 上方管理限界(UCL upper control limit)および 下方管理限界(LCL lower control limit)を求める。 ⑤ 上方管理限界線、下方管理限界線および 中心線(CL central line)を管理図上に引く。 ⑥ x および R を打点(プロット)する。 ©ATSUTO NISHIO
2017/3/1 x-R管理図 ©ATSUTO NISHIO
異常発見時の手順 ・ 見逃せない原因が起こったことの確認 ①試料の取り方に誤りがなかったか ②試料の測定方法に誤りがなかったか 2017/3/1 異常発見時の手順 ・ 見逃せない原因が起こったことの確認 ①試料の取り方に誤りがなかったか ②試料の測定方法に誤りがなかったか ③計算に誤りがなかったか ・ 技術面からの検討 ①使用した原材料に異常がなかったか ②製品を作った機械に異常はなかったか ③作業標準通りに作業が正しく行われていた ④作業標準が適切なものであったか ©ATSUTO NISHIO
安定状態の判定 ① 点が管理限界線の内側にあるか外側のあるかをみる。 この場合は、製造工程は安定状態(in control)にあるといえる。 2017/3/1 安定状態の判定 ① 点が管理限界線の内側にあるか外側のあるかをみる。 ①連続20点以上の全部が管理限界線の内側にある。 ②連続35点中34点以上が管理限界線の内側にある。 ③連続100点中98点以上が管理限界線の内側にある。 この場合は、製造工程は安定状態(in control)にあるといえる。 ©ATSUTO NISHIO
2017/3/1 安定状態 ©ATSUTO NISHIO
安定状態の判定 ② ・ 点が管理限界線の内側にあっても、点が中心線より一方の側に偏っているかをみる。 - 連(run) 2017/3/1 安定状態の判定 ② ・ 点が管理限界線の内側にあっても、点が中心線より一方の側に偏っているかをみる。 - 連(run) ① 連続7点以上の点が中心線より一方の側に現れた。 ② 連続11点中10点以上が中心線より一方の側に現れた。 ③ 連続14点中12点以上が中心線より一方の側に現れた。 ④ 連続17点中14点以上が中心線より一方の側に現れた。 ⑤ 連続20点中16点以上が中心線より一方の側に現れた。 この場合は、製造工程に異常が発生したと考える。(out of control) たとえば、中心の移動 ©ATSUTO NISHIO
2017/3/1 安定でない状態(連) ©ATSUTO NISHIO
安定状態の判定 ③ 点が管理限界線の内側にあっても、 点の現れ方に傾向や周期性があるとき。 この場合は、一応その原因を探してみる必要がある。 2017/3/1 安定状態の判定 ③ 点が管理限界線の内側にあっても、 点の現れ方に傾向や周期性があるとき。 ①点がだんだん上昇しているとき(上昇傾向)。 ②点がだんだん下降しているとき(下降傾向)。 ③点がしばしば管理限界線に接近して現れるとき。 この場合は、一応その原因を探してみる必要がある。 ©ATSUTO NISHIO
2017/3/1 安定でない状態(傾向・周期) ©ATSUTO NISHIO
総合的品質管理 (Total QC;TQC) 2017/3/1 総合的品質管理 (Total QC;TQC) 現場だけでなく、企業のあらゆる部門が品質を通して品質管理活動を展開する。 A.V.Feigenbaumが提唱 日本では、独自の活動を展開。 日本的品質管理 (日本的TQC) 全社的品質管理 (CWQC) ©ATSUTO NISHIO
TQCの定義(A.W.Feigenbaum) 2017/3/1 TQCの定義(A.W.Feigenbaum) TQCとは、顧客に十分満足してもらえるかぎりにおいて、最も経済的に品質水準の品質を生産し販売していくために、組織内のいろいろなグループが支払う品質開発、品質維持、品質改良の努力を一品にまとめて効果的ならしめる総合的な組織である。 ©ATSUTO NISHIO
日本的品質管理の特徴(‘69:CWQC) ① 全社的品質管理の実施 ② QCサークル活動の展開 ③ QC診断の確立 ④ 統計的手法の活用 2017/3/1 日本的品質管理の特徴(‘69:CWQC) ① 全社的品質管理の実施 ② QCサークル活動の展開 ③ QC診断の確立 ④ 統計的手法の活用 ⑤ 品質管理教育および訓練 ⑥ 全国的品質管理推進活動 ©ATSUTO NISHIO
日本的品質管理の特徴(‘87:TQC) ① ____________________________________________ 2017/3/1 日本的品質管理の特徴(‘87:TQC) ① ____________________________________________ ② ____________________________________________ ③ ____________________________________________ ④ ____________________________________________ ⑤ ____________________________________________ ⑥ ____________________________________________ ⑦ ____________________________________________ ⑧ ____________________________________________ ⑨ ____________________________________________ ⑩ ____________________________________________ ©ATSUTO NISHIO
QCサークルとは(1970年版) QCサークルとは、 2017/3/1 QCサークルとは(1970年版) QCサークルとは、 _______________________________________________。 この小グループは、 全社的品質管理活動の一環として、自己啓発、相互啓発を行 い、 QC手法を活用して、職場の管理、改善を継続的に全員 参加で行う。 QCサークル活動の基本理念は、 人間の能力を発揮し、無限の可能性を引き出す。 人間性を尊重し、生きがいのある明るい職場をつくる。 企業の体質改善・発展に寄与する。 ©ATSUTO NISHIO
QCサークルとは(1997年改訂版) QCサークルとは、 2017/3/1 QCサークルとは(1997年改訂版) QCサークルとは、 _________________________________________________ ____________________________________________________。 この小グループは、 運営を自主的に行い、QCの考え方。手法などを活用し、 創造性を発揮し、自己啓発・相互啓発をはかり、活動を進める。 この活動は、 QCサークルメンバーの能力向上・自己実現、明るく活力に満ちた 生きがいのある職場づくり、顧客満足の向上および社会への貢 献をめざす。 ©ATSUTO NISHIO
2017/3/1 QCサークルの推移 ©ATSUTO NISHIO
2017/3/1 QCサークルの編成 ©ATSUTO NISHIO
2017/3/1 QCサークル活動のねらい ©ATSUTO NISHIO
2017/3/1 QCC活動とTQMとの関連 ©ATSUTO NISHIO
2017/3/1 QCC推進の組織図 ©ATSUTO NISHIO
新QC七つ道具(N7) 言語データを整理する方法として開発された。 混沌としている問題を解ける形に仕立てる。 計画段階で抜け落ちをなくす。 2017/3/1 新QC七つ道具(N7) 言語データを整理する方法として開発された。 混沌としている問題を解ける形に仕立てる。 計画段階で抜け落ちをなくす。 創造・発想に導く。 ① ________________ ② ________________ ③ ________________ ④ ______________________ ⑤ ______________________ ⑥ ______________________ ⑦ ______________________ ©ATSUTO NISHIO
2017/3/1 連関図法 ______________________________________。 ©ATSUTO NISHIO
親和図法 _____________________ ______________________。 ©ATSUTO NISHIO 2017/3/1 親和図法 _____________________ ______________________。 ©ATSUTO NISHIO
2017/3/1 系統図法 ____________________________________。 ©ATSUTO NISHIO
2017/3/1 マトリックス図法 ____________________________________。 ©ATSUTO NISHIO
マトリックス・データ解析法 ___________________________________ _________。 2017/3/1 マトリックス・データ解析法 ___________________________________ _________。 ©ATSUTO NISHIO
2017/3/1 PDPC法 ___________________________________。 ©ATSUTO NISHIO
アロー・ダイアグラム法 ____________________________________ 2017/3/1 アロー・ダイアグラム法 ____________________________________ _______________________。 ©ATSUTO NISHIO
2017/3/1 QC手法 ©ATSUTO NISHIO